
Figure 1
Le soudage à l’arc à métaux blindés n’est peut-être pas le premier procédé de soudage qu’un soudeur apprend à l’école, mais il reste une compétence précieuse à posséder. La demande pour de telles compétences pourrait vraiment décoller avec une résurgence des activités de fabrication lourdes aux États-Unis.
Oscar Kjellberg a inventé la première électrode de soudage revêtue au monde en 1904 en plongeant un fil nu dans un mélange de carbonates (y compris la pâte de bois ou la cellulose) et de silicates pour agir comme liant. Bien que les progrès de la métallurgie, de la composition du revêtement des électrodes et des techniques de fabrication se poursuivent à ce jour, les principes fondamentaux du soudage à l’arc à métaux blindés (SMAW), également connu sous le nom de soudage par bâtonnets, demeurent. Le revêtement d’électrode fournit:
- Protection contre l’arc lorsque le carbonate de calcium (CACO3) contenu dans le revêtement se décompose en CAO et en CO2 sous la chaleur de l’arc.
- La source principale du système de scories, qui supporte la flaque de soudure et aide à éliminer les impuretés du dépôt de soudure en métal fondu.
- Stabilité de l’arc grâce à des éléments tels que le sodium et le potassium.
- Une source primaire d’alliage et de métal d’apport supplémentaire.
Ce n’est pas parce qu’un processus est ancien qu’il n’est pas pertinent. Les électrodes SMAW représentent environ 20% du marché des métaux d’apport. La quantité d’électrodes consommées, estimée à environ 150 à 200 millions de livres en Amérique du Nord, répartie entre les types à faible teneur en hydrogène et d’autres types, est restée relativement constante au cours des cinq dernières années (voir Figure 1). Cette demande constante d’électrodes SMAW soutient la prémisse selon laquelle chaque application dispose d’un processus de soudage qui fonctionne le mieux, et lorsqu’il s’agit de situations nécessitant portabilité et simplicité, SMAW offre le plus d’avantages, qui sont résumés à la figure 2.
Principes fondamentaux
Le fil d’âme d’une électrode SMAW peut être une tige étirée solide, un matériau moulé ou un fil d’âme fabriqué. Le fil central conduit le courant électrique vers l’arc pour faire fondre le métal de base et fournit le matériau de remplissage pour le joint de soudage. Le fil central peut être allié ou non. Les catégories typiques de fil de noyau incluent l’acier au carbone pour les électrodes en acier doux et faiblement alliées et le fil de noyau inoxydable 304L, 308L, 309L et 316L pour les électrodes en acier inoxydable.
De nombreux fils spéciaux sont également disponibles, y compris l’aluminium et ceux pour l’accumulation et le rechargement dur. Ces électrodes ont une composition de fil central qui complète le revêtement et la conception de l’électrode pour la classification et l’application.
Les trois principales catégories d’électrodes — cellulose, rutile et basique (faible teneur en hydrogène) – tirent leur nom du type de revêtement. Les revêtements d’électrodes aident à optimiser les performances pour diverses applications en influençant la rapidité avec laquelle le laitier gèle, la pénétration (profonde, moyenne ou douce) et le taux de dépôt. Le revêtement contribue également à une bonne initiation de l’arc, à une restauration facile, à un contrôle des flaques d’eau et à un arc stable avec un minimum d’éclaboussures.
Cellulosique. Le revêtement d’une électrode cellulosique contient jusqu’à 30% ou plus de farine de bois. Le revêtement est relativement mince (12 à 15% du diamètre de l’électrode) et produit un laitier mince, facilement amovible et à congélation rapide adapté au soudage toutes positions, y compris vertical-up et vertical-down. Les électrodes cellulosiques fournissent un arc de creusement/entraînement avec une pénétration profonde (voir Figure 3). La flaque de soudure mouille et s’étale bien, présente d’excellentes propriétés mécaniques et présente des ondulations distinctives. Les électrodes cellulosiques comprennent les électrodes E6010, E7010 et E6011, qui sont généralement utilisées pour les tuyaux, les péniches, les réparations agricoles, les travaux d’entretien et les plaques sales.
Rutile. Le rutile est un minéral composé principalement de dioxyde de titane. Les électrodes rutiles telles que les électrodes en acier inoxydable de classe E6013, E7014 et XXX-16 offrent un arc souple avec une pénétration plus légère que les électrodes cellulosiques. Le laitier est facilement contrôlé, et l’arc s’enflamme et se redresse facilement, offrant un plus grand attrait pour les soudeurs. Ils sont généralement utilisés dans des applications de fabrication générales où les propriétés mécaniques des soudures critiques ne sont pas requises.
De base. Les électrodes de base offrent un arc à pénétration moyenne et d’excellentes propriétés mécaniques. Le revêtement est de la poudre de fer à faible teneur en hydrogène, du TiO2, du CaCO3 et du CaF2 (fluorure de calcium). Le revêtement est d’épaisseur moyenne et l’ajout de poudre de fer augmente le dépôt. Il gèle relativement rapidement pour permettre le soudage à plat, horizontal, vertical et aérien. Les électrodes de base telles que E7018 sont utilisées pour les soudures critiques dans la construction en acier de construction, les ponts, les navires et les applications pétrolières et gazières offshore où les propriétés mécaniques sont importantes.
La figure 4 est un résumé des électrodes, des caractéristiques et de la composition.
Jusqu’à présent, les électrodes ont été désignées par leur classification AWS, une combinaison lettre-chiffre qui transmet des informations essentielles et est imprimée sur le côté de l’électrode (voir Figure 5). En prenant E7018 comme exemple:
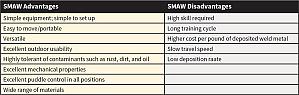
Figure 2
SMAW n’est peut-être pas le procédé de soudage le plus productif, mais il est extrêmement polyvalent en ce sens qu’il peut être appliqué presque n’importe où et peut fournir un joint solide.
70=Résistance minimale, dans ce cas une
résistance à la traction supérieure à 70 000 PSI
1=Capacités de soudage toutes positions
8=Caractéristiques notées à la Fig. 2,
surtout qu’elle fonctionne à courant alternatif ou continu +
H4=Niveau d’hydrogène diffusible
R= Maximum de 0,4% d’humidité
en poids après exposition
La couleur de l’électrode est principalement cosmétique et résulte souvent d’oxydes qui font partie du système de scories. Ne sélectionnez pas une électrode en fonction de sa couleur; confirmez la classification AWS et /ou le nom de l’électrode en regardant l’impression sur le revêtement. Pour les curieux, les couleurs signifient ce qui suit:

Figure 3
Les électrodes cellulosiques produisent une fine couche de scories facilement amovible (l’opérateur vient de brosser son gant sur cette perle) et des ondulations de perles distinctives.
Vert= oxyde de chrome
Blanc= oxyde de titane
Bleu= oxyde de cobalt
Tan= ferrite de zinc et oxyde de fer
Rester centré
L’épaisseur du revêtement sur une électrode peut aller de mince (E6010) à épaisse (E7024) selon que le revêtement est conçu pour produire un système de laitier à congélation rapide ou pour apporter des éléments de remplissage et d’alliage. Quelle que soit l’épaisseur, une électrode de qualité présente un revêtement concentrique (voir Figure 6). Sinon, l’arc peut errer d’un côté. Pendant le soudage, un cratère de revêtement aide à concentrer et à diriger la force de l’arc et le métal en fusion. Lorsque le revêtement n’est pas concentrique au fil central, l’électrode brûle de manière inégale, laissant une saillie du côté où le revêtement est le plus lourd. Cette condition est souvent appelée ongle. Les symptômes comprennent une mauvaise direction de l’arc, des cordons de soudure incohérents, un mauvais blindage et un manque de pénétration.
Lutte contre l’humidité
Aujourd’hui, les opérateurs voient des électrodes E7018 avec une désignation H4R imprimée sur le revêtement, ce qui indique qu’il peut être utilisé jusqu’à neuf heures après avoir été retiré de l’emballage hermétiquement scellé et encore déposer du métal de soudure avec moins de 4 millilitres d’hydrogène diffusible pour 100 grammes de métal de soudure déposé et avoir une absorption d’humidité inférieure à 0,4% dans le revêtement après exposition. Lorsque vous les utilisez sur un quart de travail de huit heures, vous n’avez pas besoin de vous inquiéter du fait que ces électrodes H4R (voir Figure 7) ont absorbé l’excès d’humidité atmosphérique, ce qui pourrait favoriser le craquage de l’hydrogène et minimiser le besoin d’un chariot à tiges chauffé.
Cela dit, toutes les électrodes nécessitent un stockage et un reconditionnement appropriés. Le principal responsable de la mauvaise performance des électrodes est l’humidité. Trop d’humidité dans une électrode E7018 pourrait entraîner un craquage de l’hydrogène. Tout récipient ouvert doit être stocké à 225 à 300 degrés F. Si nécessaire, les électrodes à faible teneur en hydrogène peuvent être reconditionnées par cuisson dans un four à tiges pendant une heure à 700 degrés F. Conservez toujours les électrodes à faible teneur en hydrogène séparément et ne les stockez pas dans le même four à tiges avec d’autres électrodes.
Avec les électrodes cellulosiques, qui ont 4 à 6% d’humidité dans leur revêtement (contre 0,4% dans un E7018 H4R), une humidité trop faible pourrait empêcher le revêtement de produire un gaz de protection adéquat et entraîner de mauvaises performances. Conserver les EXX10 et EXX11 à température ambiante dans un contenant hermétique. Les électrodes rutiles (EXX12, EXX13, EXX14 et EXX24) doivent être stockées à 100 à 150 degrés F.
Si vous pensez que les électrodes sont anciennes, mieux vaut les jeter et les acheter fraîches. Alors que les petits paquets coûtent plus cher par livre, au moins ils ne vont pas être gaspillés.
Sources d’alimentation pour SMAW
L’examen de toutes les exigences de sélection des sources d’alimentation SMAW pour diverses applications doit faire l’objet d’un article séparé, en particulier lorsque l’on considère les machines à souder à moteur. Cependant, comme l’accent est mis actuellement sur la composition des électrodes, il convient de noter la connexion entre les électrodes et les commandes couramment trouvées sur de nombreuses sources d’alimentation à onduleur populaires. Certaines de ces commandes incluent la sélection des électrodes, le démarrage à chaud réglable et la force d’arc réglable.
Les commandes de sélection des électrodes vous permettent, en appuyant simplement sur un bouton ou en tournant un bouton, d’optimiser automatiquement la courbe volt/amp et les caractéristiques de l’arc de la machine pour des électrodes spécifiques (voir Figure 8). Les sélections courantes comprennent celles qui différencient les électrodes basiques, rutiles et cellulosiques. Auparavant, vous deviez sélectionner une machine particulière et ajuster divers contrôles fins et grossiers pour obtenir les performances et les caractéristiques souhaitées.
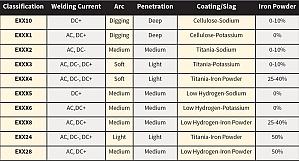
Figure 4
En raison de sa capacité à bien fonctionner dans les applications de soudage vertical et aérien, les électrodes à faible teneur en hydrogène sont les consommables les plus utilisés en matière de SMAW.
Le démarrage à chaud augmente le courant au-delà de la valeur définie pendant quelques millisecondes pour aider à établir l’arc. Parce que les électrodes E6010 et E6013 s’allument facilement, elles n’ont pas besoin de beaucoup d’aide; les électrodes E7018 bénéficient d’un démarrage à chaud.
Le contrôle de la force de l’arc augmente l’ampérage lorsque la tension descend en dessous d’un certain seuil, ce qui vous permet de pousser l’électrode dans le joint sans que l’électrode ne colle. En raison de leur arc moteur, les électrodes E6010 ne nécessitent pas beaucoup d’intervention de commande supplémentaire. Les électrodes E7018 peuvent cependant bénéficier de valeurs de force d’arc plus élevées. Lors de l’expérimentation, commencez par des valeurs faibles ou neutres et augmentez progressivement le montant de 5 ou 10 points de pourcentage.
Notez que les électrodes cellulosiques nécessitent plus de tension que les autres électrodes. De plus, si vous utilisez ce qu’on appelle une technique de « fouet et pause” pour le soudage vertical, la longueur de l’arc change et la source d’alimentation de soudage doit maintenir l’arc établi. Pour cette raison, les sources d’alimentation bonnes pour faire fonctionner les électrodes E6010 partagent deux caractéristiques. Premièrement, ils ont une tension de circuit ouvert élevée (OCV), qui est une tension à l’électrode avant que l’arc ne soit frappé (aucun courant n’est aspiré). Une analogie fréquente est que l’OCV — et rappelez-vous que la tension fournit une pression électrique – est comme un tuyau d’arrosage avec l’eau allumée et avant l’ouverture de la buse. Une source d’alimentation qui fournit une bonne pression électrique assure un meilleur démarrage de l’arc.
Deuxièmement, les bonnes sources d’alimentation pour E6010 ont un grand inducteur. Un inducteur résiste au changement du courant électrique qui le traverse. On dit qu’ils ”maintiennent le pouvoir » ou agissent comme une ”réserve de marche » pour maintenir l’arc établi lorsque vous manipulez l’électrode. Les sources d’énergie conventionnelles et les générateurs de soudage utilisent de grands magnétiques, tels que du fil de cuivre enroulé autour d’un noyau de ferrite. Les sources d’alimentation à onduleur utilisent des composants électroniques et des propriétés magnétiques beaucoup plus petites pour minimiser le poids total.
Principes de fonctionnement
Lorsque vous apprenez SMAW, quel que soit le type d’électrode ou la source d’alimentation, n’oubliez pas que les résultats sont contrôlés en gérant cinq variables:
- Courant. Ceci est réglé sur le contrôle de la source d’alimentation.
- Angle de déplacement. Lors du soudage en position plate et horizontale, faites glisser l’électrode à un angle de 5 à 10 degrés. Lors du soudage vertical ou aérien, poussez l’électrode à un angle de 5 à 10 degrés.
- Longueur de l’arc. Généralement, ce n’est pas plus que le diamètre de l’électrode et plus souvent de 1/16 à 3/32 po. long. Pour un exemple, voir Figure 9. Rappelez-vous que la tension est proportionnelle à la distance. Rapprochez l’électrode pour refroidir la flaque d’eau et maintenez un arc plus long pour augmenter la chaleur.
- Vitesse de déplacement. Ajustez la course pour contrôler la largeur de la flaque d’eau. Il devrait être d’environ 1,5 fois à pas plus de 2 fois le diamètre de l’électrode.
- Manipulation. Interrogez 10 opérateurs sur leur technique de manipulation et vous recevrez 10 réponses différentes. De plus, les techniques varient selon le type d’électrode, l’ampérage, la position, la configuration du joint et si la soudure est une passe de racine, de remplissage ou de bouchon. Commencez par apprendre à utiliser une technique de traînée droite sur une plaque plate ou peut-être en ajoutant un mouvement circulaire serré.
Début de base
Pour frapper un arc avec n’importe quelle électrode, appuyez sur l’électrode où le travail doit commencer, puis ajoutez un léger mouvement de portance et de rayure pour établir la longueur d’arc appropriée et empêcher l’électrode de coller. Pour les électrodes cellulosiques et rutiles, vous pouvez avancer après avoir établi l’arc. Cependant, les électrodes à faible teneur en hydrogène peuvent ne pas protéger adéquatement la soudure pendant le démarrage de l’arc en raison de la composition du revêtement. Avec ces électrodes, la technique de démarrage correcte consiste à frapper l’arc d’environ 3/16 po. (un ou deux diamètres d’électrode) devant l’endroit où la soudure doit commencer. Après avoir établi la longueur de l’arc, reculez l’électrode pour lier la nouvelle soudure à la précédente (ou pour faire fondre le bord arrière du joint lors de la soudure initiale). Ensuite, avancez pour que l’arc entièrement établi se soude au-dessus de l’endroit de la frappe d’arc et le consomme.
Si vous apprenez d’abord SMAW, vous pouvez opter pour une électrode rutile conviviale. Cependant, toute personne qui envisage de souder des structures professionnelles ou critiques (y compris des outils agricoles) devrait apprendre avec les électrodes utilisées pour ces applications, ce qui signifie maîtriser les électrodes de base et cellulosiques.