Cp und Cpk gelten als kurzfristige potenzielle Fähigkeitsmaße für einen Prozess. In Six Sigma wollen wir die Prozessqualität in Bezug auf Sigma beschreiben, da dies uns eine einfache Möglichkeit gibt, darüber zu sprechen, wie fähig verschiedene Prozesse sind, die einen gemeinsamen mathematischen Rahmen verwenden. Mit anderen Worten, es ermöglicht uns, Apple-Prozesse mit Orange-Prozessen zu vergleichen!
- Prozessfähigkeit
- Bevor wir beginnen!
- Was ist der Unterschied zwischen Cp, Cpk und Pp, PPk?
- Cpk vs Ppk
- Wenn sich ein Prozess in der statistischen Kontrolle befindet;
- Wenn ein Prozess NICHT statistisch kontrolliert wird;
- Was ist der Unterschied zwischen Cp und Cpk?
- Cp vs Cpk
- Das Schießen auf eine Zielanalogie
- Was ist Cpk?
- Das Parken eines Autos in der Garage Analogie
- Berechnung von Cpk
- Warum dividieren wir durch 3, um Cpk zu finden?
- Cpk mit einem Z-Wert berechnen
- Hinweise und Eigenschaften von Cpk
- Cpk und zentrierte Prozesse
- Hinweise zu Cpk
- Was sind gute Werte für Cpk?
- So berechnen Sie Cp
- Cp für Prozessmittelwert nahe USL
- Cp für Prozessmittelwert nahe LSL
- Fähigkeitsindex
- Hinweise zu Cp-Werten
- Fähigkeitsverhältnis Cr
- Hinweise zur Beziehung von Cp und Cpk
- Videos zur Prozessfähigkeit
- Cpk-Videos
- Vortrag über Prozessfähigkeit und SPC
- ASQ Six Sigma Black Belt Zertifizierung Prozessfähigkeit Fragen:
- ASQ Six Sigma Green Belt Zertifizierung Prozessfähigkeit Fragen:
- Cp, Cpk, Pp, Ppk Übungsfragen und Z-Diagramme
- Mitwirkende
Prozessfähigkeit
Dies ist ein langer Artikel, aber ich dachte, es sei wichtig, Cp und Cpk zusammenzuhalten. Cpk wird zuerst angesprochen, dann Cp. Es gibt auch einige Hinweise darauf, was die Gleichungen im realen Leistungssinn bedeuten, was Sie über einen Prozess in Abhängigkeit von Cp- und Cpk-Werten sagen können sollten und vieles mehr. Wenn Sie nicht finden, was Sie suchen, lassen Sie es mich bitte in den Notizen unten wissen.
Bevor wir beginnen!
Dieser Artikel wurde geschrieben, um Six Sigma Green Belt- und Black Belt-Kandidaten bei der Vorbereitung und dem Bestehen ihrer Prüfungen zu unterstützen.
Wenn Sie das sind, hinterlassen Sie mir unten einen Kommentar oder kontaktieren Sie mich und lassen Sie mich wissen, für welche Organisation und welchen Gürtel Sie studieren. Dies wird mir helfen, den Artikel für Sie noch besser zu machen.
Wenn Sie für etwas anderes studieren, hinterlassen Sie bitte einen Kommentar oder kontaktieren Sie mich und lassen Sie mich wissen, wofür Sie studieren. Auch dies wird mir helfen, den Artikel für Sie und alle anderen besser zu machen. Danke, Ted.
Was ist der Unterschied zwischen Cp, Cpk und Pp, PPk?
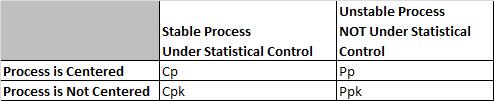
Cp und Cpk werden als Prozessfähigkeit bezeichnet. Pp und Ppk werden als Prozessleistung bezeichnet. In beiden Fällen möchten wir versuchen zu überprüfen, ob der Prozess die CTQs (Anforderungen) des Kunden erfüllen kann.
Cp und Cpk werden für die Prozessfähigkeit verwendet. Im Allgemeinen verwenden Sie dies, wenn ein Prozess unter statistischer Kontrolle steht. Dies geschieht oft mit einem ausgereiften Prozess, der es schon eine Weile gibt. Die Prozessfähigkeit verwendet den Prozess-Sigma-Wert, der entweder aus den Moving Range-, Range- oder Sigma-Regelkarten ermittelt wird.
Pp und PPk werden für die Prozessleistung verwendet. Im Allgemeinen verwenden Sie dies, wenn ein Prozess zu neu ist, um festzustellen, ob er unter statistischer Kontrolle steht. Ex. es gibt einen kurzen Vorproduktionslauf oder Sie pilotieren einen neuen Prozess. Da es nicht viele historische Daten gibt, nehmen wir große Stichproben aus dem Prozess, um Abweichungen zu berücksichtigen. Prozessleistung verwendet im Allgemeinen Probe Sigma in seiner Berechnung.
Theoretisch ist Cpk immer größer oder gleich Ppk. Es gibt Anomalien, wenn die Stichprobengröße klein ist und die Daten eine kurze Zeitspanne darstellen, in der die Schätzung mit R die Standardabweichung überschätzt und Cpk kleiner als Ppk macht. Es ist nicht real, es kann auf lange Sicht nie weniger Variationen geben, da langfristig alle Daten verwendet werden, nicht nur zwei Daten aus jeder Untergruppe.
Bewertung der Prozessfähigkeit mit Cp & Cpk spiegelt wider, was getan wird (und warum es getan wird), wenn Sie dem Pp & Ppk-Ansatz folgen. Der Hauptunterschied besteht darin, dass Sie Cp & Cpk nachdem ein Prozess Stabilität oder statistische Kontrolle erreicht hat.
Cpk vs Ppk
Ppk sagt uns, wie ein Prozess in der Vergangenheit durchgeführt hat, und Sie können es nicht verwenden, um die Zukunft vorherzusagen, weil der Prozess nicht in einem Zustand der Kontrolle ist.
Wenn sich ein Prozess in der statistischen Kontrolle befindet;
Die Werte für Cpk und Ppk konvergieren fast auf den gleichen Wert, da Sigma und die Standardabweichung der Probe identisch sind (verwenden Sie einen F-Test, um dies zu bestimmen).Mit anderen Worten, wenn Cpk == Ppk , ist der Prozess wahrscheinlich in statistischer Kontrolle.
Wenn ein Prozess NICHT statistisch kontrolliert wird;
Cpk- und Ppk-Werte werden sich deutlich unterscheiden, vielleicht mit sehr großem Abstand.
Was ist der Unterschied zwischen Cp und Cpk?
Cp vs Cpk
Cp und Cpk messen, wie konstant Sie Ihre durchschnittliche Leistung erreichen.
Das ‚k‘ steht für ‚centralizing factor. Der Index berücksichtigt die Tatsache, dass Ihre Daten möglicherweise nicht zentriert sind.
Cpk sagt uns, was ein Prozess in Zukunft leisten kann, vorausgesetzt, er bleibt in einem Zustand statistischer Kontrolle.
Das Schießen auf eine Zielanalogie
In einem perfekt zentrierten Datensatz gibt es keinen Unterschied zwischen Cp und Cpk. Denken Sie daran, Darts auf eine Dartscheibe zu werfen und die Mitte des Bullaugens 0,0 auf einer kartesischen Ebene zu haben und die Kanten 3 Einheiten von diesem Mittelpunkt entfernt zu sein (wir verwenden die Kante der Dartscheibe oder 3 und -3 als unsere USL und LSL). In einer perfekt zentrierten Stichprobe von Pfeilen beträgt Ihre durchschnittliche Entfernung vom Zentrum oder Mu 0. Eine kleine Algebra zeigt uns, dass Ihre Cpk- und Cp-Zahlen gleich sind. Min ((0–3)/3 s, (3-0)/3 s) = (3–3)/6 s = 1 s.
Die Dinge werden etwas härter, wenn sich die Pfeile nach oben bewegen, sagen wir, um durchschnittlich 2 Einheiten über der Mitte zentriert zu sein. Jetzt haben Sie einen Cpk von (3-2) / 3s = 1 / 3s, aber Ihr Cp ist immer noch derselbe 1s wie zuvor. Es ist wichtig zu beachten, dass Cpk, da es die Minimalfunktion verwendet, für denselben Datensatz immer gleich oder kleiner als Cp ist.
Was ist Cpk?
Das Parken eines Autos in der Garage Analogie
Wenn Sie an die Wände Ihrer Garage denken – wo Sie Ihr Auto einbauen müssen – werden sie zu den Grenzen der Kundenspezifikation. Wenn Sie diese Grenzen überschreiten, stürzen Sie ab und der Kunde wird nicht glücklich sein!
Wenn Ihr Prozess stark variiert, bedeutet dies, dass der Prozessdurchschnitt überall ist. Nicht gut zum Parken eines Autos und nicht gut für andere Prozesse. Um Ihrem Parkprozess die besten Erfolgschancen zu geben, sollten Sie daran arbeiten, Variation und Zentrierung zu reduzieren.
Wenn das Auto zu breit für die Garage ist, hilft nichts, was Sie tun, um den Prozess zu zentrieren. Sie müssen die Streuung des Prozesses ändern (das Auto kleiner machen.)
Wenn das Auto viel kleiner als die Garage ist, spielt es keine Rolle, ob Sie es genau in der Mitte parken; es passt und Sie haben viel Platz auf beiden Seiten. Dies ist einer der Gründe, warum sich die Six Sigma-Philosophie darauf konzentriert, Variationen in einem Prozess zu beseitigen.
Wenn Sie einen Prozess haben, der kontrolliert und wenig variabel ist, sollten Sie in der Lage sein, das Auto problemlos in der Garage zu parken und so die Kundenanforderungen zu erfüllen. Cpk zeigt Ihnen die Beziehung zwischen der Größe des Autos, der Größe der Garage und wie weit weg von der Mitte der Garage Sie das Auto geparkt haben.“
Berechnung von Cpk
Cpk ist ein Maß dafür, wie viele Standardabweichungen die Spezifikationsgrenzen von der Prozessmitte haben. Bei einigen Prozessen können Sie dies visuell tun. Andere erfordern eine Gleichung.
Um Cpk zu finden, müssen Sie einen Z-Score für die obere Spezifikationsgrenze (genannt Z USL) und einen Z-Score für die untere Spezifikationsgrenze (genannt Z LSL) berechnen.
Da wir versuchen zu messen, wie viele Standardabweichungen zwischen die Mittellinie und die Spezifikationsgrenze passen, sollten Sie sich nicht wundern, dass der Wert dieser Grenzen, der Prozessmittelwert und die Standardabweichung alle Komponenten der Z-Berechnung sind.
Cp ist eine Abkürzung. Es gibt wirklich zwei Teile; der obere und der untere bezeichnet Cpu bzw. Ihre Gleichungen sind:
Cpl = (Prozessmittelwert – LSL)/(3 *Standardabweichung)
Cpu = (USL – Prozessmittelwert)/(3*Standardabweichung)
Cpk ist lediglich der kleinste Wert der Cpl oder Cpu bezeichnet: Cpk= Min (Cpl, Cpu)
Warum dividieren wir durch 3, um Cpk zu finden?
Wir wissen, dass jede Spezifikationsgrenze eine obere und eine untere Grenze hat. Da Sie wissen, dass 6 Sigmas – oder 6 Standardabweichungen – fast alle Eventualitäten eines Prozesses ausmachen (unter der Annahme einer Normalverteilung), sollten Sie nicht überrascht sein, das „/ 3“ zu sehen, da wir nur eine Seite der Verteilung betrachten.
Cpk mit einem Z-Wert berechnen
Wenn Sie einen Z-Wert haben, ist die Gleichung sehr einfach;
Cpk kann durch Teilen des Z-Wertes durch drei bestimmt werden.
Ein z-Score ist der gleiche wie ein Standard-Score; die Anzahl der Standardabweichungen über dem Mittelwert.
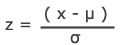
Z = x – Mittelwert der Grundgesamtheit / Standardabweichung.
Hinweise und Eigenschaften von Cpk
Cpk und zentrierte Prozesse
Wenn ein Prozess perfekt zentriert ist, hat er einen Cp von 1. Das würde bedeuten, dass der Mittelwert 3 Standardabweichungen von der oberen und der unteren Grenze entfernt war.
Ein perfekt zentrierter Prozess – ein Prozess, der einen Mittelwert genau zwischen den 2 Spezifikationsgrenzen hat (dh auf halbem Weg zwischen den beiden wird ein Cpk von 1 haben. Wie ist das möglich? Lass uns die Mathematik überprüfen.
Wenn ein Prozess perfekt zentriert ist, dann wissen wir, dass der (USL – Process mean) gleich dem (Process Mean – LSL) ist. Nennen wir das A.
Z USL = USL – Prozessmittelwert / Standardabweichung. dann wird Z USL = A/ Standardabweichung
Z LSL = Prozessmittelwert – LSL / Standardabweichung dann wird Z LSL = A / Standardabweichung.
Genau das gleiche.
Hinweise zu Cpk
- Cpk misst, wie nahe ein Prozess an seinen Spezifikationsgrenzen liegt, und berücksichtigt die natürliche Variabilität des Prozesses.
- Größer ist besser. Je größer der Cpk ist, desto unwahrscheinlicher ist es, dass sich ein Artikel außerhalb der Spezifikationsgrenzen befindet.
- Wenn Cpk negativ ist, bedeutet dies, dass ein Prozess eine Ausgabe erzeugt, die außerhalb der Grenzen der Kundenspezifikation liegt.
- Wenn der Mittelwert des Prozesses außerhalb der Grenzen der Kundenspezifikation liegt, ist der Wert von Cpk negativ
- Wir möchten im Allgemeinen einen Cpk von mindestens 1,33 oder höher, um die meisten Kunden zufrieden zu stellen.
- Cpk kann einen oberen und unteren Wert haben.
- Wenn der obere Wert 2 und der untere 1 ist, sagen wir, dass er nach links verschoben wurde.
- Dies sagt uns nichts darüber aus, ob der Prozess stabil ist oder nicht.
- Wir müssen den niedrigeren der 2 Werte melden.

Was sind gute Werte für Cpk?
Erinnerst du dich an den Parkplatz in der Garage Analogie?
Cpk = Negative Zahl: Ihr Prozess wird das Auto regelmäßig gegen die Wand stoßen.
Cpk =0.5: Sie haben eine gute Chance, beim Eintritt gegen die Wand zu stoßen.
Cpk =1: Ihr Auto berührt möglicherweise nur die nächste Kante des Eingangs.
Cpk =2: Großartig! Sie haben große Freiheit. Sie könnten die Breite Ihres Autos verdoppeln, bevor Sie die Seite der Garage treffen.
Cpk =3: Ausgezeichnet! Sie haben eine hervorragende Clearance. Sie könnten die Breite Ihres Autos verdreifachen, bevor Sie die Seite der Garage treffen.
So berechnen Sie Cp
So wie Sie Cp & Cpk wenn ein Prozess stabil ist und Pp & Ppk wenn ein Prozess neu ist, ist auch die Art und Weise, wie Sie jeden berechnen, etwas anders.
Lassen Sie uns Pp noch einmal besuchen
Pp = (USL – LSL) / 6* s
In Pp ist s die Standardabweichung oder die ‚Fettheit‘ oder Dispersion der Glockenkurve.
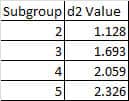
In Cp ersetzen wir s durch eine Schätzung von σ, die wir σr nennen. Dazu nutzen wir das Moving Range-Konzept aus einem Moving R-Balkendiagramm oder einem XMR-Diagramm. Also, σr =
R Bar kommt aus dem beweglichen Bereich.
D2 spiegelt Werte wider, die aus der Integration der Fläche unter der normalen Kurve abgeleitet wurden. Wir verwenden oft eine Tabelle, die einen d2-Wert basierend auf der Anzahl der Untergruppen in der Stichprobe angibt.
Cp berücksichtigt keine Zentrierung.
Cp = (USL – LSL) / ( 6* σr)
Cp = (USL – LSL) / (6* R Bar / d2)
Cp für Prozessmittelwert nahe USL
Wenn Ihr Prozessmittelwert (zentrale Tendenz) näher am USL liegt, verwenden Sie: / , wobei x(bar) der Prozessmittelwert ist.
Cp für Prozessmittelwert nahe LSL
Wenn Ihr Prozessmittelwert (zentrale Tendenz) näher am LSL liegt, verwenden Sie: / , wobei x(bar) der Prozessmittelwert ist.
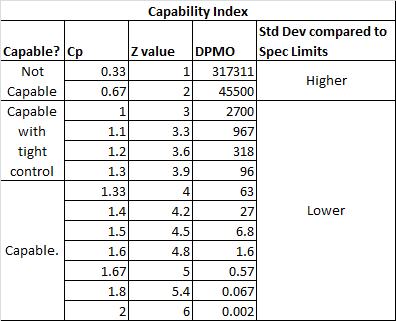
Fähigkeitsindex
Wie hängen Cp, Z-Werte, DPMO, Spezifikationsgrenzen, Standardabweichung und Fähigkeit zusammen?
Siehe auch Z-Werte und Prozessfähigkeit.
Hinweise zu Cp-Werten
- Wenn das Verhältnis größer als eins ist, ist die Engineering-Toleranz größer als die Prozesstoleranz Spreizen Sie also den Prozess hat das „Potenzial“, fähig zu sein (abhängig von der Prozesszentrierung).
- Wenn jedoch die Prozessstreuung größer als die technische Toleranz ist, dann wird die Prozessvariation nicht innerhalb der Toleranz „passen“ und der Prozess wird nicht in der Lage sein (selbst wenn der Prozess entsprechend zentriert ist).
Fähigkeitsverhältnis Cr
Das Fähigkeitsverhältnis ist das Gegenteil von Cp
Cr = 1/ Cp = ( 6* σr ) / (USL – LSL)
Wenn Cr < 0.75, ist der Prozess fähig.
Wenn Cr = 0,75 – 1,00 ist, ist der Prozess unter strenger Kontrolle möglich.
If Cr >1, der Prozess ist nicht fähig.
Hinweise zur Beziehung von Cp und Cpk
- Wenn Cp == Cpk , dann ist der Prozess perfekt zentriert. Wenn perfekt zentriert, Cp == Cpk.
- Da Cpk für die Zentrierung verantwortlich ist (wo Cp dies nicht tut), kann Cpk niemals größer als Cp sein.
- Beide gehen von einem stabilen Prozess aus.
Videos zur Prozessfähigkeit
Cpk-Videos
Tolles, klares, prägnantes Video zu diesem Thema.
„Wenn Sie einen Cpk gleich 1 produzieren würden, könnten Sie erwarten, mindestens 99,73% gute Teile zu produzieren.“
Vortrag über Prozessfähigkeit und SPC
ASQ Six Sigma Black Belt Zertifizierung Prozessfähigkeit Fragen:
Frage: Daten, die bei der Ersteinrichtung eines Prozesses verwendet werden, haben eine Normalverteilung. Wenn der Nominalwert (Zielwert) in der Mitte der Verteilung festgelegt ist und die Spezifikationsgrenzen ± 3 s von der Mitte entfernt liegen, ist der Cpk gleich:
In diesem Abschnitt müssen Sie ein Six Sigma-Prüfungsmitglied sein. Melden Sie sich an oder melden Sie sich in Sekunden mit den unten stehenden Schaltflächen an!
Melden Sie sich bei Ihrem Konto an
ODER
Melden Sie sich an, um Ihre Six Sigma-Prüfung zu bestehen
Fragen, Kommentare, Probleme, Bedenken? Bitte hinterlassen Sie eine Notiz in den Kommentaren unten!
(A) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
Für diesen Abschnitt müssen Sie angemeldet sein.
ASQ Six Sigma Green Belt Zertifizierung Prozessfähigkeit Fragen:
Frage: Was stellt die Standardabweichung bei der Berechnung des Cp–Index in der Formel Cp = (USL – LSL) / 6σ dar?
In diesem Abschnitt müssen Sie ein Six Sigma-Prüfungsmitglied sein. Melden Sie sich an oder melden Sie sich in Sekunden mit den unten stehenden Schaltflächen an!
Melden Sie sich bei Ihrem Konto an
ODER
Melden Sie sich an, um Ihre Six Sigma-Prüfung zu bestehen
Fragen, Kommentare, Probleme, Bedenken? Bitte hinterlassen Sie eine Notiz in den Kommentaren unten!
(A) Das Toleranzintervall
(B) Das Konfidenzintervall für das Ergebnis
(C) Der Bereich des Prozesses
(D) Die Varianz des Index
In diesem Abschnitt müssen Sie angemeldet sein.
Cp, Cpk, Pp, Ppk Übungsfragen und Z-Diagramme

Übung macht den Meister! Kostenlose CP-, Cpk-, Pp-, Ppk-Übungsfragen.
Mitwirkende
-

Ich habe ursprünglich SixSigmaStudyGuide.com um mich auf meine eigenen Black Belt Prüfungen vorzubereiten. Im Laufe der Zeit habe ich die Website erweitert, um Zehntausenden von Six Sigma Belt-Kandidaten bei der Vorbereitung auf ihre Green Belt & Black Belt-Prüfungen zu helfen. Hier erfahren Sie, wie Sie Ihre Six Sigma-Prüfung zum 1. Mal bestehen können!
Alle Beiträge anzeigen