
Figur 1
skärmad metallbågsvetsning kanske inte är den första svetsprocessen en svetsare lär sig i skolan, men det är fortfarande en värdefull färdighet att ha. Efterfrågan på sådana färdigheter kan verkligen ta fart med en återuppkomst i tunga tillverkningsaktiviteter i USA
Oscar Kjellberg uppfann världens första belagda svetselektrod 1904 genom att doppa en bar tråd i en blandning av karbonater (inklusive trämassa eller cellulosa) och silikater för att fungera som bindemedel. Medan framsteg inom metallurgi, elektrodbeläggningskomposition och tillverkningstekniker fortsätter till denna dag, kvarstår de grundläggande principerna för skärmad metallbågsvetsning (SMAW), även allmänt känd som sticksvetsning. Elektrodbeläggningen ger:
- Bågskärmning när kalciumkarbonatet (CACO3) i beläggningen sönderdelas till CAO och CO2 under bågvärme.
- den primära källan till slaggsystemet, som stöder svetspölen och hjälper till att avlägsna föroreningar från den smälta metallsvetsavsättningen.
- bågstabilitet genom element som natrium och kalium.
- en primär källa till legering och ytterligare fyllmetall.
bara för att en process är gammal betyder det inte att den inte är relevant. SMAW-elektroder står för cirka 20 procent av marknaden för fyllnadsmetall. Mängden förbrukade elektroder, uppskattad till cirka 150 miljoner till 200 miljoner pund i Nordamerika, uppdelad mellan lågväte och andra typer, har varit relativt konstant under de senaste fem åren (se Figur 1). Denna konsekventa efterfrågan på SMAW-elektroder stöder förutsättningen att varje applikation har en svetsprocess som fungerar bäst, och när det gäller situationer som kräver bärbarhet och enkelhet, erbjuder SMAW de flesta fördelarna, som sammanfattas Figur 2.
grundläggande principer
kärntråden i en SMAW-elektrod kan vara en fast dragen stång, ett gjutet material eller en tillverkad kärntråd. Kärntråden leder elektrisk ström till bågen för att smälta basmetallen och ger fyllnadsmaterialet för svetsfogen. Kärntråden kan eller inte kan legeras. Typiska kärntrådsklasser inkluderar kolstål för mjukt stål och låglegerade elektroder och 304L, 308l, 309l och 316L rostfritt kärntråd för elektroder av rostfritt stål.
många specialtrådar finns också tillgängliga, inklusive aluminium och de för uppbyggnad och hardfacing. Dessa elektroder har en kärntrådskomposition som kompletterar beläggnings-och elektroddesignen för klassificering och applicering.
de tre primära kategorierna av elektroder-cellulosa, rutil och basisk (lågväte)-får sitt namn från beläggningstypen. Elektrodbeläggningar hjälper till att optimera prestanda för olika applikationer genom att påverka hur snabbt slaggen fryser; penetration (djup, medium eller mild); och deponeringshastighet. Beläggningen bidrar också till god båginitiering, lätt restrikes, pölkontroll och en stabil båge med minimal stänk.
cellulosa. Beläggningen på en cellulosaelektrod innehåller upp till 30 procent eller mer trämjöl. Beläggningen är relativt tunn (12 till 15 procent av elektrodens diameter) och producerar en tunn, lätt avtagbar, snabbfrysande slagg som är lämplig för svetsning i alla lägen, inklusive vertikal upp och vertikal ner. Cellulosaelektroder ger en grävnings – / körbåge med djup penetration (se Figur 3). Svetspölen väger och sprider sig bra, visar utmärkta mekaniska egenskaper och har distinkta krusningar. Cellulosaelektroder inkluderar E6010, E7010 och E6011, som vanligtvis används för rör, pråmar, gårdsreparationer, underhållsarbete och smutsig platta.
rutil. Rutil är ett mineral som huvudsakligen består av titandioxid. Rutilelektroder som e6013, E7014 och xxx-16 klass rostfria elektroder erbjuder en mjuk båge med lättare penetration än cellulosaelektroder. Slaggen är lätt att styra, och bågen antänds och restrikes lätt, erbjuder större svetsare överklagande. De används vanligtvis i allmänna tillverkningsapplikationer där mekaniska egenskaper för kritiska svetsningar inte krävs.
grundläggande. Grundläggande elektroder erbjuder en båge med medelpenetration och utmärkta mekaniska egenskaper. Beläggningen är lågvätejärnpulver, TiO2, CaCO3 och CaF2 (kalciumfluorid). Beläggningen är av medeltjocklek, och tillsatsen av järnpulver ökar avsättningen. Den fryser relativt snabbt för att möjliggöra platt, horisontell, vertikal upp och överliggande svetsning. Grundläggande elektroder som E7018 används för kritiska svetsar i konstruktionsstålkonstruktion, broar, fartyg och olje-och gastillämpningar till havs där mekaniska egenskaper är viktiga.
Figur 4 är en sammanfattning av elektroder, egenskaper och sammansättning.
hittills har elektroder hänvisats till av deras AWS-klassificering, en bokstav-sifferkombination som förmedlar väsentlig information och skrivs ut på elektrodens sida (Se figur 5). Med E7018 som ett exempel:
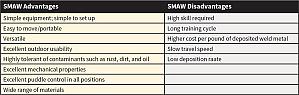
Figur 2
SMAW kanske inte är den mest produktiva svetsprocessen, men den är extremt mångsidig eftersom den kan appliceras nästan var som helst och kan leverera en solid Fog.
70 = minsta styrka, i detta fall en
draghållfasthet större än 70 000 PSI
1 = svetsfunktioner i alla lägen
8 = egenskaper som anges i Fig. 2,
speciellt att den körs på AC eller DC + ström
H4 = Diffusibel vätenivå
r=maximalt 0,4 procent fukt
efter vikt efter exponering
Elektrodfärg är mestadels kosmetisk och är ofta resultatet av oxider som blir en del av slaggsystemet. Välj inte en elektrod efter dess färg; bekräfta AWS-klassificeringen och / eller elektrodnamnet genom att titta på utskriften på beläggningen. För nyfikna betyder färger följande:

Figur 3
Cellulosaelektroder producerar ett tunt, lätt borttagbart slaggskikt (operatören borstade bara sin handske över denna pärla) och distinkta pärlkrusningar.
grön = kromoxid
vit = titanoxid
blå = koboltoxid
Tan = zinkferrit och järnoxid
Håll dig centrerad
beläggningens tjocklek på en elektrod kan sträcka sig från tunn (e6010) till tjock (E7024) beroende på om beläggningen är utformad för att producera ett snabbfrysande slaggsystem eller bidra med fyllmedel och legeringselement. Oavsett tjocklek har en kvalitetselektrod en koncentrisk beläggning (se Figur 6). Annars kan bågen vandra åt sidan. Under svetsning hjälper en beläggningskrater att koncentrera sig och rikta bågkraften och smält metall. När beläggningen inte är koncentrisk mot kärntråden brinner elektroden ojämnt och lämnar en projektion på den sida där beläggningen är den tyngsta. Detta tillstånd kallas ofta nagel. Symtom inkluderar dålig bågriktning, inkonsekventa svetspärlor, dålig avskärmning och brist på penetration.
Wrestling With Moisture
idag ser operatörerna e7018-elektroder med en H4R-beteckning tryckt på beläggningen, vilket indikerar att den kan användas upp till nio timmar efter att den har tagits bort från den hermetiskt förseglade förpackningen och fortfarande deponerar svetsmetall med mindre än 4 ml diffusibelt väte per 100 gram deponerad svetsmetall och har en fuktabsorption på mindre än 0,4 procent i beläggningen efter exponering. När du använder dem över ett åtta timmars skift behöver du inte vara orolig för att dessa H4R-elektroder (se Figur 7) har absorberat överskott av atmosfärisk fukt, vilket kan främja vätekrackning och minimera behovet av en uppvärmd stavkaddy.
som sagt, alla elektroder kräver korrekt lagring och rekonditionering. Den främsta skyldige till dålig elektrodprestanda är fukt. För mycket fukt i en e7018-elektrod kan leda till vätekrackning. Alla öppna behållare ska förvaras vid 225 till 300 grader F. Vid behov kan lågväteelektroder renoveras genom att baka i en stångugn i en timme vid 700 grader F. Förvara alltid lågväteelektroder separat och förvara dem inte i samma stångugn med andra elektroder.
med cellulosaelektroder, som har 4 till 6 procent fukt i sin beläggning (jämfört med 0,4 procent i en E7018 H4R), kan för lite fukt förhindra att beläggningen producerar tillräcklig skyddsgas och resulterar i dålig prestanda. Förvara EXX10 och EXX11 vid rumstemperatur i en lufttät behållare. Rutilelektroder (EXX12, EXX13, EXX14 och EXX24) bör förvaras vid 100 till 150 grader F.
om du misstänker att elektroderna är gamla, kassera dem bäst och köp färskt. Medan mindre paket kostar mer per pund, kommer de åtminstone inte att slösa bort.
strömkällor för SMAW
granska alla krav för att välja SMAW-strömkällor med olika applikationer måste vara föremål för en separat artikel, särskilt när man överväger motordrivna svetsmaskiner. Eftersom det nuvarande fokuset är på elektrodkomposition, bör anslutningen mellan elektroder och kontrollerna som vanligtvis finns på många populära inverterbaserade strömkällor noteras. Några av dessa kontroller inkluderar elektrodval, justerbar varmstart och justerbar bågkraft.
elektrodvalskontroller gör det möjligt att automatiskt optimera maskinens volt/amp-kurva och bågegenskaper för specifika elektroder med ett enkelt tryck på en knapp eller en ratt (se figur 8). Vanliga val inkluderar de som skiljer mellan grundläggande, rutil och cellulosaelektroder. Tidigare var du tvungen att välja en viss maskin och justera olika fina och grova kontroller för att få önskad prestanda och egenskaper.
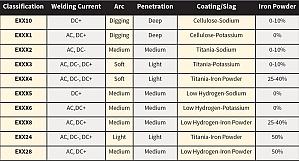
Figur 4
på grund av dess förmåga att fungera bra i vertikala och överliggande svetsapplikationer är lågväteelektroder de mest använda förbrukningsvarorna när det gäller SMAW.
Hot start ökar strömmen utöver det inställda värdet för några millisekunder för att hjälpa till att etablera bågen. Eftersom e6010 och E6013 elektroder lätt tänds behöver de inte mycket hjälp; e7018 elektroder drar nytta av en varm start.
Arc force control ökar strömstyrkan när spänningen sjunker under en viss tröskel, vilket gör att du kan trycka elektroden in i fogen utan att elektroden fastnar. På grund av sin körbåge behöver e6010-elektroder inte mycket ytterligare kontrollintervention. E7018 elektroder kan dock dra nytta av högre bågkraftvärden. När du experimenterar, börja med låga eller neutrala värden och öka gradvis mängden med 5 eller 10 procentenheter.
Observera att cellulosaelektroder kräver mer spänning än andra elektroder. Vidare, om du använder det som kallas en ”piska och paus”-teknik för svetsning av vertikal upp, ändras båglängden och svetsströmkällan måste hålla bågen etablerad. På grund av detta delar strömkällor som är bra för att köra e6010-elektroder två egenskaper. Först har de en hög öppen kretsspänning (OCV), som är spänning vid elektroden innan bågen slås (ingen ström dras). En frekvent analogi är att OCV—och kom ihåg att spänningen ger elektriskt tryck-är som en trädgårdsslang med vattnet påslagen och innan munstycket öppnas. En strömkälla som ger bra elektriskt tryck säkerställer bättre bågstart.
För det andra har bra strömkällor för E6010 en stor induktor. En induktor motstår förändring i elektrisk ström som passerar genom den. De sägs ” hålla ström ”eller fungera som en” kraftreserv ” för att hålla bågen etablerad när du manipulerar elektroden. Konventionella kraftkällor och svetsgeneratorer använder stor magnetik, såsom koppartråd lindad runt en ferritkärna. Inverterbaserade strömkällor använder elektronik och mycket mindre magnetik för att minimera totalvikt.
driftsprinciper
När du lär dig SMAW, oavsett elektrodtyp eller strömkälla, kom ihåg att resultaten styrs genom att hantera fem variabler:
- ström. Detta är inställt på strömkällkontrollen.
- resevinkel. Vid svetsning i plana och horisontella positioner drar du elektroden i en 5 – till 10 graders vinkel. Vid svetsning vertikalt upp eller över huvudet, tryck elektroden i en 5-till 10 graders vinkel.
- båglängd. Generellt är detta inte mer än elektroddiametern och oftare 1/16 till 3/32 in. lång. För ett exempel, se Figur 9. Kom ihåg att spänningen är proportionell mot avståndet. Skjut elektroden närmare för att kyla pölen och håll en längre båge för att öka värmen.
- körhastighet. Justera resor för att styra pöl bredd. Det bör vara cirka 1,5 gånger till högst 2 gånger elektroddiametern.
- Manipulation. Fråga 10 operatörer om deras manipulationsteknik, och du får 10 olika svar. Vidare varierar teknikerna efter elektrodtyp; strömstyrka; position; gemensam konfiguration; och om svetsen är en rot -, fyllnings-eller lockpass. Börja med att lära dig att använda en rak dragteknik på platt platta eller kanske genom att lägga till en tät cirkelrörelse.
grundläggande början
för att slå en båge med vilken elektrod som helst, tryck på elektroden där arbetet ska börja och lägg sedan till en liten lyft-och reprörelse för att fastställa korrekt båglängd och förhindra att elektroden fastnar. För cellulosaelektroder och rutilelektroder kan du gå framåt efter att du har etablerat bågen. Emellertid kan elektroder med låg väte inte skydda svetsningen tillräckligt under bågstart på grund av beläggningskompositionen. Med dessa elektroder innebär den korrekta starttekniken att man slår bågen ca 3/16 in. (en eller två elektroddiametrar) framför där svetsen ska börja. Efter att ha etablerat båglängd, flytta elektroden tillbaka för att binda den nya svetsen in med den föregående (eller för att smälta fogens bakkant när du gör den första svetsen). Gå sedan framåt så att den helt etablerade bågen svetsar över bågens strejk och förbrukar den.
Om du först lär dig SMAW kanske du vill välja en användarvänlig rutilelektrod. Men alla som planerar att svetsa professionellt eller kritiska strukturer (och det inkluderar jordbruksredskap) bör lära sig med elektroderna som används för dessa applikationer, och det betyder att mastera grundläggande och cellulosaelektroder.