Cp och Cpk betraktas som kortsiktiga potentiella kapacitetsåtgärder för en process. I Six Sigma vill vi beskriva processernas kvalitet i termer av Sigma eftersom det ger oss ett enkelt sätt att prata om hur kapabla olika processer använder en gemensam matematisk ram. Med andra ord tillåter det oss att jämföra apple-processer med orange processer!
- processförmåga
- innan vi börjar!
- Vad är skillnaden mellan Cp, Cpk och Pp, PPk?
- Cpk vs Ppk
- om en process är i statistisk kontroll;
- om en process inte är i statistisk kontroll;
- Vad är skillnaden mellan Cp och Cpk?
- Cp vs Cpk
- fotograferingen vid en Målanalogi
- Vad är Cpk?
- Parkering en bil i garaget analogi
- hur man beräknar Cpk
- varför delar vi med 3 för att hitta Cpk?
- beräkning av Cpk med ett Z-värde
- anteckningar och egenskaper hos Cpk
- Cpk och centrerade processer
- anteckningar om Cpk
- Vad är bra värden för Cpk?
- hur man beräknar Cp
- Cp för Processmedelvärde nära USL
- Cp för Processmedelvärde nära LSL
- kapacitetsindex
- anteckningar om Cp-värden
- Kapacitetsförhållande Cr
- anteckningar om relaterade Cp och Cpk
- Processkapacitetsvideor
- Cpk-Videor
- föreläsning om processförmåga och SPC
- ASQ Six Sigma Black Belt certifieringsprocessfunktioner frågor:
- ASQ Sex Sigma Grön Bälte certifiering process kapacitet frågor:
- CP, Cpk, Pp, PPK övningsfrågor och Z-Diagram
- bidragsgivare
processförmåga
detta är en lång artikel, men jag tyckte att det var viktigt att hålla Cp och Cpk tillsammans. Cpk adresseras först, sedan Cp. Det finns också crib anteckningar om vad ekvationerna betyder i en verklig prestanda mening, vad du ska kunna berätta om en process beroende på Cp och Cpk värden och mer. Om du inte hittar det du letar efter, vänligen meddela mig i anteckningarna nedan.
innan vi börjar!
denna artikel skrevs för att hjälpa Six Sigma Green Belt och Black Belt kandidater förbereda sig för och klara sina tentor.
om det är du, Lämna mig en kommentar nedan eller kontakta mig och låt mig veta vilken organisation och bälte du studerar för. Detta hjälper mig att göra artikeln ännu bättre för dig.
om du studerar för något annat, vänligen lämna en kommentar eller kontakta mig och låt mig veta vad du studerar för. Återigen kommer detta att hjälpa mig att göra artikeln bättre för dig och alla andra. Tack, Ted.
Vad är skillnaden mellan Cp, Cpk och Pp, PPk?
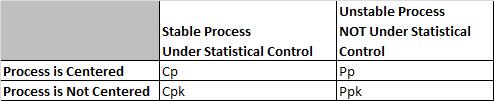
Cp och Cpk kallas processförmåga. Pp och Ppk kallas processprestanda. I båda fallen vill vi försöka verifiera om processen kan träffas för att möta kundens CTQs (krav).
Cp och Cpk används för processförmåga. I allmänhet använder du detta när en process är under statistisk kontroll. Detta händer ofta med en mogen process som har funnits ett tag. Process capability använder process Sigma-värdet bestämt från antingen det rörliga intervallet, intervallet eller Sigma-styrdiagrammen
Pp och PPk används för processprestanda. Generellt använder du detta när en process är för ny för att avgöra om den är under statistisk kontroll. Fd. det finns en kort Förproduktion eller du lotsar en ny process. Eftersom det inte finns mycket Historisk data tar vi stora prover från processen för att redogöra för variation. Processprestanda använder vanligtvis prov sigma i sin beräkning.
i teorin kommer Cpk alltid att vara större än eller lika med Ppk. Det finns avvikelser som ses när provstorleken är liten och data representerar en kort tid där uppskattning med R överskattar standardavvikelse och gör Cpk mindre än Ppk. Det är inte riktigt, det kan aldrig bli mindre variation på lång sikt eftersom det på lång sikt använder alla data inte bara två bitar av data från varje undergrupp.
utvärdera processförmåga med Cp & Cpk spegel vad som görs (och varför det görs) när man följer Pp & Ppk-metoden. Huvudskillnaden är att du använder Cp & Cpk efter att en process har nått stabilitet eller statistisk kontroll.
Cpk vs Ppk
Ppk berättar hur en process har utförts tidigare och du kan inte använda den förutsäga framtiden eftersom processen inte är i ett tillstånd av kontroll.
om en process är i statistisk kontroll;
värdena för Cpk och Ppk konvergerar till nästan samma värde eftersom sigma och provstandardavvikelsen kommer att vara identiska (använd ett F-test för att bestämma).
med andra ord, om Cpk == Ppk, är processen sannolikt i statistisk kontroll.
om en process inte är i statistisk kontroll;
CPK-och Ppk-värdena kommer att vara tydligt olika, kanske med en mycket bred marginal.
Vad är skillnaden mellan Cp och Cpk?
Cp vs Cpk
Cp och Cpk mäter hur konsekvent du är runt din genomsnittliga prestanda.
’k’ står för ’ centraliserande faktor. Indexet tar hänsyn till det faktum att dina data kanske inte är centrerade.
Cpk berättar vad en process kan göra i framtiden, förutsatt att den förblir i ett tillstånd av statistisk kontroll.
fotograferingen vid en Målanalogi
i en perfekt centrerad datamängd kommer det ingen skillnad mellan Cp och Cpk. Tänk på att kasta dart på ett darttavla och ha mitten av tjurens öga vara 0,0 på ett kartesiskt plan och kanterna är ute 3 enheter från den mittpunkten (vi kommer att använda kanten på darttavlan eller 3 och -3 som vår USL och LSL). I ett perfekt centrerat urval av DART, ditt genomsnittliga avstånd från centrum, eller Mu, blir 0. En liten algebra visar oss att dina CPK-och Cp-nummer kommer ut på samma sätt. Min ((0–3)/3s , (3-0)/3s) = (3 – -3) / 6s = 1s .
saker blir lite harrier när pilarna rör sig upp, säg att de är centrerade i genomsnitt 2 enheter över mitten. Nu slutar du med en Cpk på (3-2)/3s = 1/3s, men din Cp är fortfarande samma 1s som tidigare. Det är viktigt att notera att eftersom Cpk använder minimifunktionen kommer den alltid att vara lika med eller mindre än Cp för samma uppsättning data.
Vad är Cpk?
Parkering en bil i garaget analogi
om du tänker på väggarna i ditt garage-där du måste passa din bil i – de blir kundens specifikation gränser. Om du går förbi dessa gränser kommer du att krascha, och kunden blir inte glad!
om din process har mycket variation betyder det att processgenomsnittet är överallt. Inte bra för att parkera en bil, och inte bra för någon annan process. För att ge din parkeringsprocess den bästa chansen att lyckas bör du arbeta för att minska variation och centrering.
om bilen är för bred för garaget, hjälper ingenting du gör för att centrera processen. Du måste ändra spridningen av processen (gör bilen mindre.)
om bilen är mycket mindre än garaget spelar det ingen roll om du parkerar den exakt i mitten; den passar och du har gott om utrymme på vardera sidan. Det är en av anledningarna till att six sigma-filosofin fokuserar på att ta bort variation i en process.
om du har en process som är i kontroll och med liten variation, bör du kunna parkera bilen lätt i garaget och därmed möta kundernas krav. Cpk berättar förhållandet mellan bilens storlek, Storleken på garaget och hur långt bort från mitten av garaget du parkerade bilen.”
hur man beräknar Cpk
Cpk är ett mått för att visa hur många standardavvikelser specifikationsgränserna är från mitten av processen. På vissa processer kan du göra detta visuellt. Andra kräver en ekvation.
för att hitta Cpk måste du beräkna en Z-poäng för den övre specifikationsgränsen (kallad Z USL) och en Z-poäng för den nedre specifikationsgränsen (kallad Z LSL).
eftersom vi försöker mäta hur många standardavvikelser som passar mellan mittlinjen och specifikationsgränsen bör du inte bli förvånad över att värdet på dessa gränser, processen betyder och standardavvikelsen är alla komponenter i z-beräkningen.
Cp är en förkortning. Det finns verkligen två delar; den övre och den nedre betecknade Cpu respektive Cpl. Deras ekvationer är:
Cpl = (Processmedelvärde-LSL) / (3 * standardavvikelse)
Cpu = (USL – Processmedelvärde) / (3*standardavvikelse)
Cpk är bara det minsta värdet av Cpl eller Cpu betecknad: Cpk= min (Cpl, Cpu)
varför delar vi med 3 för att hitta Cpk?
Vi vet att någon specifikationsgräns har en övre gräns och en nedre gräns. Eftersom du vet att 6 Sigmas-eller 6 standardavvikelser står för nästan alla eventualiteter på en process (förutsatt normalfördelning) borde du inte bli förvånad över att se ”/ 3” eftersom vi bara tittar på en sida av distributionen.
beräkning av Cpk med ett Z-värde
om du har ett Z-värde är ekvationen väldigt lätt;
Cpk kan bestämmas genom att dividera Z-poängen med tre.
A z-poäng är samma som en standardpoäng; antalet standardavvikelser över medelvärdet.
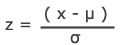
Z = x – medelvärdet av befolkningen / standardavvikelsen.
anteckningar och egenskaper hos Cpk
Cpk och centrerade processer
om en process är perfekt centrerad har den en Cp på 1. Det skulle indikera att medelvärdet var 3 standardavvikelser bort från den övre gränsen och den nedre gränsen.
en perfekt centrerad process – en process som har ett medelvärde exakt mellan 2-specifikationsgränserna (vilket betyder halvvägs mellan de två kommer att ha en Cpk på 1. Hur är det möjligt? Låt oss kolla matten.
om en process är perfekt centrerad vet vi att (USL – Processmedelvärdet) motsvarar samma sak som (Processmedelvärdet – LSL). Låt oss kalla det A.
Z USL = USL-Processmedel / standardavvikelse. då blir Z USL = a/standardavvikelse
Z LSL = Processmedelvärde – LSL / standardavvikelse blir sedan Z LSL = a / standardavvikelse.
exakt samma sak.
anteckningar om Cpk
- Cpk mäter hur nära en process presterar jämfört med dess specifikationsgränser och redovisar processens naturliga variation.
- större är bättre. Ju större Cpk är, desto mindre sannolikt är det att något objekt kommer att ligga utanför specifikationsgränserna.
- när Cpk är negativt betyder det att en process kommer att producera utdata som ligger utanför kundens specifikationsgränser.
- när medelvärdet av processen ligger utanför kundspecifikationsgränserna kommer värdet på Cpk att vara negativt
- vi vill i allmänhet ha en Cpk på minst 1,33 eller högre för att tillfredsställa de flesta kunder.
- Cpk kan ha ett övre och lägre värde rapporterat.
- Om det övre värdet är 2 och det nedre är 1, säger vi att det har flyttats till vänster.
- detta berättar ingenting om processen är stabil eller inte.
- Vi måste rapportera det lägre av de 2 värdena.

Vad är bra värden för Cpk?
Kom ihåg bilparkeringen i garaget analogi?
CPK = negativt tal: din process kommer regelbundet att krascha bilen i väggen.
Cpk = 0.5: du har en bra chans att träffa väggen vid inträde.
Cpk = 1: din bil kan bara röra den närmaste kanten av posten.
Cpk = 2: bra! Du har stor clearance. Du kan dubbla bredden på din bil innan du träffar sidan av garaget.
Cpk = 3: utmärkt! Du har utmärkt clearance. Du kan tredubbla bredden på din bil innan du träffar sidan av garaget.
hur man beräknar Cp
precis som du använder Cp& Cpk när en process är stabil och Pp& Ppk när en process är ny, hur du beräknar var och en är lite annorlunda också.
Låt oss återkomma Pp
Pp = (USL – LSL)/6* s
i Pp är s standardavvikelsen eller ’fetthet’ eller dispersion av klockkurvan.
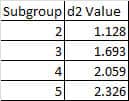
i Cp ersätter vi s med och uppskattar att vi kallar det. För att göra det utnyttjar vi konceptet Moving Range från ett Moving R stapeldiagram eller ett XMR-Diagram. Så, kommer Sacr =
r Bar från det rörliga intervallet.
D2 återspeglar värden som härrör från att integrera området under normalkurvan. Vi använder ofta en tabell som ger ett D2-värde baserat på hur många undergrupper som fanns i provet.
Cp tar inte hänsyn till centrering.
Cp = (USL – LSL) / ( 6* uscr )
Cp = (USL – LSL) / ( 6* R Bar / d2 )
Cp för Processmedelvärde nära USL
om ditt Processmedelvärde (central tendens) är närmare USL, använd: / , där x(bar) är Processmedelvärdet.
Cp för Processmedelvärde nära LSL
Om ditt Processmedelvärde (central tendens) ligger närmare LSL, använd: / , där x(bar) är Processmedelvärdet.
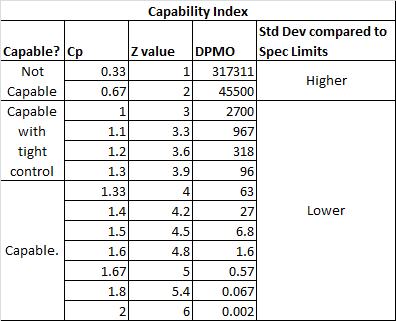
kapacitetsindex
hur relaterar Cp, Z-värden, DPMO , specifikationsgränser, standardavvikelse och kapacitet alla?
Se även Z-värden och processförmåga.
anteckningar om Cp-värden
- Om förhållandet är större än ett, då är ingenjörstoleransen större än processspridningen så processen har ”potential” att kunna (beroende på processcentrering).
- Om Processspridningen emellertid är större än Ingenjörstoleransen, kommer processvariationen inte att ”passa” inom toleransen och processen kommer inte att kunna (även om processen är centrerad på lämpligt sätt).
Kapacitetsförhållande Cr
kapacitetsrationen är den inverse av Cp
Cr = 1/ cp = ( 6* uslr ) / (USL – LSL)
om Cr < 0.75, är processen kapabel.
om Cr = 0,75 – 1,00, är processen kapabel med tät kontroll.
om CR>1, är processen inte kapabel.
anteckningar om relaterade Cp och Cpk
- Om Cp == Cpk, är processen perfekt centrerad. Om perfekt centrerad, Cp = = Cpk.
- eftersom Cpk står för centrering (där Cp inte gör det) kan Cpk aldrig vara större än Cp.
- båda antar en stabil process.
Processkapacitetsvideor
Cpk-Videor
stor, tydlig, kortfattad video om detta ämne.
”om du producerade en Cpk lika med 1, än du kan förvänta dig att producera minst 99.73% bra delar.”
föreläsning om processförmåga och SPC
ASQ Six Sigma Black Belt certifieringsprocessfunktioner frågor:
fråga: data som används vid den första installationen av en process antas ha en normalfördelning. Om det nominella (målet) är inställt i mitten av distributionen, och specifikationsgränserna är inställda på 3s från mitten, är Cpk lika med:
detta avsnitt kräver att du är en godkänd Six Sigma Exam medlem. Logga in eller registrera dig på några sekunder med knapparna nedan!
Logga in på ditt konto
eller
Anmäl dig till skicka din Six Sigma-Examen
frågor, kommentarer, problem, problem? Vänligen lämna en anteckning i kommentarerna nedan!
(a) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
det här avsnittet kräver att du är inloggad.
ASQ Sex Sigma Grön Bälte certifiering process kapacitet frågor:
fråga: Vid beräkning av CP-indexet, vad representerar standardavvikelsen i formeln Cp = (USL – LSL) / 6 kg?
detta avsnitt kräver att du är en godkänd Six Sigma Exam medlem. Logga in eller registrera dig på några sekunder med knapparna nedan!
Logga in på ditt konto
eller
Anmäl dig till skicka din Six Sigma-Examen
frågor, kommentarer, problem, problem? Vänligen lämna en anteckning i kommentarerna nedan!
(a) toleransintervallet
(B) konfidensintervallet för resultatet
(C) processens intervall
(D) variansen för indexet
detta avsnitt kräver att du är inloggad.
CP, Cpk, Pp, PPK övningsfrågor och Z-Diagram

övning gör perfekt! Gratis CP, Cpk, Pp, Ppk övningsfrågor.
bidragsgivare
-

Jag skapade ursprungligen SixSigmaStudyGuide.com för att hjälpa mig att förbereda mig för mina egna svarta bältesprov. Övertid jag har vuxit platsen för att hjälpa tiotusentals sex Sigma bälte kandidater förbereda sig för deras Gröna Bälte & svart bälte tentor. Gå hit för att lära dig hur du klarar din Six Sigma-examen 1: a gången!
Visa alla inlägg