
figuur 1
afgeschermd metaalbooglassen is misschien niet het eerste lasproces dat een lasser op school leert, maar het is nog steeds een waardevolle vaardigheid om te hebben. De vraag naar dergelijke vaardigheden zou echt van start kunnen gaan met een heropleving van zware fabricageactiviteiten in de VS Oscar Kjellberg vond in 1904 ‘ s werelds eerste gecoate laselektrode uit door een kale draad in een mengsel van carbonaten (waaronder houtpulp, of cellulose) en silicaten te dompelen als bindmiddel. Terwijl de vooruitgang in de metallurgie, elektrode coating samenstelling en productietechnieken blijven tot op de dag van vandaag, de fundamentele principes van afgeschermde metalen booglassen (SMAW), ook algemeen bekend als stok lassen, blijven. De elektrodecoating biedt:
- Boogafscherming wanneer het calciumcarbonaat (CACO3) in de coating ontleedt tot CAO en CO2 onder boogwarmte.
- de primaire bron van het slaksysteem, dat de lasplas ondersteunt en helpt onzuiverheden uit de gesmolten metaallasafzetting te verwijderen.
- boogstabiliteit door elementen zoals natrium en kalium.
- een primaire bron van legering en extra vulmetaal.
alleen omdat een proces oud is, betekent niet dat het niet relevant is. SMAW-elektroden zijn goed voor ongeveer 20 procent van de vulmetaalmarkt. De verbruikte hoeveelheid elektroden, geschat op ongeveer 150 miljoen tot 200 miljoen pond in Noord-Amerika, verdeeld over laag-waterstof en andere typen, is de laatste vijf jaar relatief constant gebleven (zie Figuur 1). Deze consistente vraag naar SMAW-elektroden ondersteunt het uitgangspunt dat elke toepassing een lasproces heeft dat het beste werkt, en als het gaat om situaties die draagbaarheid en eenvoud vereisen, biedt SMAW de meeste voordelen, die zijn samengevat in Figuur 2.
basisprincipes
de kerndraad in een SMAW-elektrode kan een vaste getrokken staaf, een gegoten materiaal of een gefabriceerde kerndraad zijn. De kerndraad geleidt elektrische stroom naar de boog om het basismetaal te smelten en levert het vulmateriaal voor de lasverbinding. De kerndraad mag al dan niet gelegeerd zijn. Typische kern draadsoorten omvatten koolstofstaal voor zacht staal en laag-legering elektroden en 304L, 308L, 309L en 316L roestvrijstalen kerndraad voor roestvrijstalen elektroden.
veel speciale draden zijn ook beschikbaar, waaronder aluminium en die voor opbouw en hardfacing. Deze elektroden hebben een kerndraadsamenstelling die de coating en het elektrodeontwerp aanvult voor de classificatie en toepassing.
De drie primaire categorieën elektroden—cellulose, rutiel en basisch (waterstofarm)-verkrijgen hun naam aan het coatingtype. Elektrodecoatings helpen de prestaties voor verschillende toepassingen te optimaliseren door te beïnvloeden hoe snel de slak bevriest; penetratie (diep, medium of mild); en depositie snelheid. De coating draagt ook bij aan een goede boog initiatie, gemakkelijke restrikes, Plassen controle, en een stabiele boog met minimale spatten.
Cellulosehoudend. De coating op een celluloseelektrode bevat tot 30 procent of meer houtmeel. De coating is relatief dun (12 tot 15 procent van de diameter van de elektrode) en produceert een dunne, gemakkelijk verwijderbare, snelvriezende slak die geschikt is voor lassen in alle posities, inclusief verticaal omhoog en verticaal omlaag. Celluloseelektroden zorgen voor een graaf – / drijfboog met diepe penetratie (zie Figuur 3). De lasplas bevochtigt en verspreidt goed, toont uitstekende mechanische eigenschappen, en heeft kenmerkende rimpelingen. Cellulosektroden omvatten E6010, E7010, en E6011, die meestal worden gebruikt voor buizen, schepen, boerderij reparaties, onderhoudswerkzaamheden, en vuile plaat.
Rutiel. Rutiel is een mineraal dat voornamelijk bestaat uit titaandioxide. Rutielelektroden zoals E6013, E7014 en XXX-16 klasse roestvrijstalen elektroden bieden een zachte boog met een lichtere penetratie dan cellulosektroden. De slak is gemakkelijk te controleren, en de boog ontbrandt en herbrandt gemakkelijk, het aanbieden van een grotere lasser aantrekkingskracht. Ze worden meestal gebruikt in algemene fabricagetoepassingen waar mechanische eigenschappen voor kritische lasnaden niet vereist zijn.
basis. Basiselektroden bieden een boog met medium penetratie en uitstekende mechanische eigenschappen. De coating is laag-waterstof ijzerpoeder, TiO2, CaCO3, en CaF2 (calciumfluoride). De coating is van gemiddelde dikte en de toevoeging van ijzerpoeder verhoogt de afzetting. Het bevriest relatief snel om vlakke, horizontale, verticale-up en overhead lassen mogelijk te maken. De basiselektroden zoals E7018 worden gebruikt voor kritieke lassen in structurele staalbouw, bruggen, schepen, en offshore olie en gastoepassingen waar mechanische eigenschappen belangrijk zijn.
Figuur 4 is een samenvatting van elektroden, kenmerken en samenstelling.
tot nu toe wordt naar elektroden verwezen door hun AWS-classificatie, een letter-cijfercombinatie die essentiële informatie overbrengt en op de zijkant van de elektrode is gedrukt (zie Figuur 5). E7018 als voorbeeld nemen:
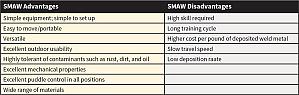
Figuur 2
SMAW is misschien niet het meest productieve lasproces, maar het is zeer veelzijdig omdat het bijna overal kan worden toegepast en een vaste verbinding kan leveren.
70 = minimale sterkte, in dit geval een
treksterkte groter dan 70.000 PSI
1 = lascapaciteiten in alle posities
8 = in Fig. 2,
vooral dat het draait op AC of DC+ stroom
H4 = Diffuseerbaar waterstofgehalte
R = maximum van 0,4 procent vocht
gewicht na blootstelling
elektrode kleur is meestal cosmetisch en vaak het gevolg van oxiden die deel gaan uitmaken van het slaksysteem. Selecteer geen elektrode door zijn kleur; bevestig de AWS-classificatie en / of naam van de elektrode door te kijken naar de afdrukken op de coating. Voor de nieuwsgierigen betekenen kleuren het volgende:

Figuur 3
Celluloseelektroden produceren een dunne, gemakkelijk verwijderbare slaklaag (de operator heeft net zijn handschoen over deze kraal geborsteld) en kenmerkende kraalrimpels.
groen = chroomoxide
Wit = titaanoxide
blauw = kobaltoxide
Tan = zinkferriet en ijzeroxide
gecentreerd blijven
De dikte van de coating op een elektrode kan variëren van dun (E6010) tot dik (E7024), afhankelijk van het feit of de coating is ontworpen om een snelvriessysteem slakken te produceren of vulmiddel en legeringselementen bij te dragen. Ongeacht de dikte heeft een kwaliteitselektrode een concentrische coating (zie Figuur 6). Anders kan de boog naar één kant dwalen. Tijdens het lassen helpt een coatingkrater om boogkracht en gesmolten metaal te concentreren en te richten. Wanneer de coating niet concentrisch is ten opzichte van de kerndraad, brandt de elektrode ongelijk, waardoor een projectie overblijft aan de zijde waar de coating het zwaarst is. Deze aandoening wordt vaak aangeduid als Vingernagel. Symptomen zijn slechte boog richting, inconsistente las parels, slechte afscherming, en gebrek aan penetratie.
worstel With Moisture
vandaag zien gebruikers E7018 elektroden met een H4R-aanduiding op de coating, die aangeeft dat het tot negen uur na verwijdering uit de hermetisch gesloten verpakking kan worden gebruikt en lasmetaal met minder dan 4 milliliter diffusibele waterstof per 100 g afgezet lasmetaal nog steeds kan worden afgevoerd en na blootstelling een vochtabsorptie van minder dan 0,4 procent in de coating heeft. Wanneer u ze gedurende een acht uur durende shift gebruikt, hoeft u zich geen zorgen te maken dat deze H4R-elektroden (zie Figuur 7) overtollig atmosferisch vocht hebben geabsorbeerd, wat waterstofscheuren kan bevorderen en de behoefte aan een verwarmde staaf caddy kan minimaliseren.
Dat gezegd hebbende, alle elektroden vereisen een goede opslag en reconditionering. De primaire boosdoener van slechte elektrodeprestaties is vocht. Te veel vocht in een E7018 elektrode kan leiden tot waterstof kraken. Elke open container moet worden opgeslagen op 225 tot 300 graden F. Indien nodig kunnen elektroden met een laag waterstofgehalte worden gereviseerd door een uur in een staafoven te bakken bij 700 graden F. bewaar elektroden met een laag waterstofgehalte altijd apart en bewaar ze niet in dezelfde staafoven met andere elektroden.
met celluloseelektroden, die 4 tot 6 procent vocht in hun coating hebben (vergeleken met 0,4 procent in een E7018 H4R), kan te weinig vocht voorkomen dat de coating voldoende afschermingsgas produceert en tot slechte prestaties leiden. Bewaar EXX10 en EXX11 bij kamertemperatuur in een luchtdichte verpakking. Rutielelektroden (EXX12, EXX13, EXX14, en EXX24) moeten worden bewaard bij 100 tot 150 graden F.
Als u vermoedt dat elektroden oud zijn, kunt u ze het beste weggooien en vers kopen. Terwijl kleinere pakketten kosten meer per pond, in ieder geval zijn ze niet van plan om te verspillen.
VERMOGENSBRONNEN voor SMAW
het herzien van alle vereisten voor de selectie van SMAW-vermogensbronnen door verschillende toepassingen moet in een apart artikel worden behandeld, met name wanneer het gaat om door motoren aangedreven lasmachines. Aangezien de huidige focus echter op de samenstelling van de elektrode ligt, moet de verbinding tussen elektroden en de besturingselementen die vaak op veel populaire inverter gebaseerde stroombronnen worden gevonden, worden opgemerkt. Sommige van deze controles omvatten elektrode selectie, verstelbare warmstart, en verstelbare boogkracht.
elektrode selectie controles stellen u in staat om, met een eenvoudige druk op de knop of draai van een knop, automatisch optimaliseren van de machine volt/amp curve en boog kenmerken voor specifieke elektroden (zie Figuur 8). De gemeenschappelijke selecties omvatten die die tussen basis, rutiel, en cellulosic elektroden onderscheiden. Voorheen moest u een bepaalde machine selecteren en verschillende fijne en grove controles aanpassen om de gewenste prestaties en kenmerken te verkrijgen.
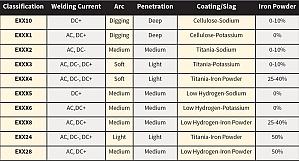
Figuur 4
vanwege zijn vermogen om goed te werken in verticale en bovenliggende lastoepassingen, zijn elektroden met een laag waterstofgehalte de meest gebruikte verbruiksgoederen als het gaat om SMAW.
Hot start verhoogt de stroom gedurende enkele milliseconden boven de ingestelde waarde om de arc te helpen vaststellen. Omdat E6010-en E6013-elektroden gemakkelijk licht, hebben ze niet veel hulp nodig; E7018-elektroden profiteren van een warme start.
Arc force control verhoogt de stroomsterkte wanneer de spanning onder een bepaalde drempel daalt, waardoor u de elektrode in het gewricht kunt duwen zonder dat de elektrode plakt. Vanwege hun rijboog hebben E6010-elektroden niet veel extra controle-interventie nodig. E7018 elektroden kunnen echter profiteren van hogere boogkrachtwaarden. Begin bij experimenten met lage of neutrale waarden en verhoog de hoeveelheid geleidelijk met 5 of 10 procentpunten.
merk op dat celluloseelektroden meer spanning vereisen dan andere elektroden. Verder, als u een zogenaamde “zweep en pauze” techniek te gebruiken voor het lassen verticaal-up, boog lengte verandert, en de laskrachtbron moet de boog gevestigd te houden. Hierdoor hebben voedingsbronnen die goed zijn voor het uitvoeren van E6010-elektroden twee kenmerken. Ten eerste hebben ze een hoge open-circuit spanning (OCV), dat is spanning aan de elektrode voordat de boog wordt geslagen (er wordt geen stroom getrokken). Een frequente analogie is dat OCV-en vergeet niet dat spanning zorgt voor elektrische druk—is als een tuinslang met het water ingeschakeld en voordat het mondstuk wordt geopend. Een krachtbron die zorgt voor een goede elektrische druk zorgt voor een betere boog start.
ten tweede hebben goede stroombronnen voor E6010 een grote inductor. Een inductor is bestand tegen verandering in elektrische stroom die er doorheen gaat. Er wordt gezegd dat ze” kracht vasthouden “of fungeren als een” gangreserve ” om de boog gevestigd te houden terwijl u de elektrode manipuleert. Conventionele energiebronnen en lasgeneratoren maken gebruik van grote magnetica, zoals koperdraad om een ferrietkern gewikkeld. Op Inverter gebaseerde stroombronnen gebruiken elektronica en veel kleinere magnetica om het totale gewicht te minimaliseren.
werkingsprincipes
wanneer u SMAW leert, ongeacht het type elektrode of de krachtbron, onthoud dan dat de resultaten worden gecontroleerd door vijf variabelen te beheren:
- stroom. Dit is ingesteld op de krachtbron controle.
- verplaatsingshoek. Bij het lassen in de vlakke en horizontale posities, sleep de elektrode in een hoek van 5 tot 10 graden. Bij het lassen verticaal-omhoog of overhead, duw de elektrode in een hoek van 5 tot 10 graden.
- booglengte. Over het algemeen is dit niet meer dan de elektrodediameter en vaker 1/16 tot 3/32 in. lang. Voor een voorbeeld, zie Figuur 9. Onthoud dat de spanning evenredig is met de afstand. Duw de elektrode dichterbij om de plas af te koelen en houd een langere boog vast om de warmte te verhogen.
- rijsnelheid. Pas de reis aan om de breedte van de plas te regelen. Het moet ongeveer 1,5 keer tot niet meer dan 2 keer de elektrodediameter.
- manipulatie. Vraag 10 operators naar hun manipulatietechniek, en je krijgt 10 verschillende antwoorden. Verder, technieken variëren door elektrode type; stroomsterkte; positie; gezamenlijke configuratie; en of de las is een wortel, vulling, of cap pass. Begin met het leren gebruiken van een straight drag techniek op platte plaat of misschien door het toevoegen van een strakke cirkelvormige beweging.
Basisbegin
om een boog te raken met een elektrode, tik op de elektrode waar het werk moet beginnen, en voeg dan een lichte lift en krasbeweging toe om de juiste booglengte vast te stellen en te voorkomen dat de elektrode blijft plakken. Voor celluloseelektroden en rutielelektroden kunt u vooruitgaan na het instellen van de boog. Het is echter mogelijk dat elektroden met een laag waterstofgehalte de Lassing tijdens het starten van de boog onvoldoende afschermen vanwege de bekledingssamenstelling. Met deze elektroden, de juiste starttechniek omvat het raken van de boog ongeveer 3/16 in. (een of twee elektrodediameters) voor waar de las moet beginnen. Na het instellen van de booglengte, beweeg de elektrode Terug om de nieuwe las in te binden met de vorige (of om de achterkant van de verbinding te smelten bij het maken van de eerste las). Ga dan verder, zodat de volledig gevestigde booglassen over de plek van de boog staking en verbruikt.
als u SMAW voor het eerst leert, kunt u kiezen voor een gebruiksvriendelijke rutielelektrode. Echter, iedereen die van plan is om professioneel of kritische structuren te lassen (en dat omvat landbouwwerktuigen) moet leren met de elektroden die worden gebruikt voor deze toepassingen, en dat betekent het beheersen van basis-en celluloseelektroden.