
ábra 1
árnyékolt fém ívhegesztés nem lehet az első hegesztési folyamat a hegesztő megtanulja az iskolában,de ez még mindig értékes készség, hogy. A kereslet az ilyen készségek tényleg el a újjáéledése a nagy teherbírású gyártani tevékenységek az USA-ban.
Oscar Kjellberg feltalálta a világ első bevont hegesztő elektróda 1904-ben mártással csupasz vezetéket keverék karbonátok (beleértve a fa cellulóz, vagy cellulóz), valamint a szilikátok jár, mint a kötőanyag. Míg a kohászat, az elektróda bevonat összetétele és a gyártási technikák fejlődése a mai napig folytatódik, az árnyékolt fém ívhegesztés (SMAW), más néven bothegesztés alapelvei továbbra is fennállnak. Az elektróda bevonat biztosítja:
- ív árnyékolás, amikor a bevonatban lévő kalcium-karbonát (CACO3) ívhő alatt Cao-ra és CO2-re bomlik.
- a salakrendszer elsődleges forrása, amely támogatja a hegesztési pocsolyát, és segít eltávolítani a szennyeződéseket az olvadt fém hegesztési lerakódásból.
- ívstabilitás olyan elemeken keresztül, mint a nátrium és a kálium.
- az ötvözés és a kiegészítő töltőanyag elsődleges forrása.
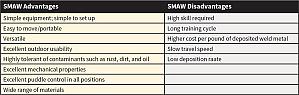
csak azért, mert egy folyamat régi, nem jelenti azt, hogy nem releváns. Az OLVADÉKELEKTRÓDÁK a töltőanyag fémpiacának mintegy 20% – át teszik ki. Az elfogyasztott elektródák mennyisége-becslések szerint Észak-Amerikában körülbelül 150-200 millió font-az alacsony hidrogén és más típusok között oszlik meg-viszonylag állandó maradt az elmúlt öt évben (lásd az 1.ábrát). Ez a következetes kereslet az olvadék elektródák támogatja azt a feltevést, hogy minden alkalmazás egy hegesztési folyamat, amely a legjobban működik, és mikor jön a helyzeteket, amelyek megkövetelik hordozhatóság és egyszerűség, olvadék kínálja a legtöbb előnye, amelyek összefoglalják ábra 2.
alapelvek
az OLVADÉKELEKTRÓDBAN lévő maghuzal lehet szilárd húzott rúd, öntött anyag vagy koholt maghuzal. A maghuzal elektromos áramot vezet az ívbe, hogy megolvassza az alapfémt, és biztosítja a hegesztőcsukló töltőanyagát. A maghuzal ötvözhető vagy nem ötvözhető. Tipikus maghuzal fokozat közé szénacél enyhe acél és alacsony ötvözetű elektródák és 304L, 308L, 309L, és 316L rozsdamentes maghuzal rozsdamentes acél elektródák.
számos speciális vezeték is rendelkezésre áll, beleértve az alumíniumot, valamint a felépítést és a keményfalakat. Ezeknek az elektródáknak egy maghuzal-összetételük van, amely kiegészíti a bevonatot és az elektróda kialakítását az osztályozáshoz és alkalmazáshoz.
az elektródák három elsődleges kategóriája-cellulóz, Rutil és bázikus (alacsony hidrogén) – a bevonat típusából kapja meg a nevét. Az elektróda bevonatok segítenek a különböző alkalmazások teljesítményének optimalizálásában azáltal, hogy befolyásolják a salak lefagyásának gyorsaságát; penetráció (mély, közepes vagy enyhe); és lerakódási sebesség. A bevonat is hozzájárul a jó ív beavatás, könnyű restrikes, pocsolya szabályozás, és egy stabil ív minimális fröccsenés.
cellulóz. A cellulóz elektródon lévő bevonat legfeljebb 30% vagy több fa lisztet tartalmaz. A bevonat viszonylag vékony (12 15 százaléka az elektróda átmérő), amely egy vékony, könnyen cserélhető, gyors fagyasztás salak alkalmas minden helyzetben, hegesztés, beleértve a függőleges-fel-függőleges-le. A cellulóz elektródák mély behatolású ásási / vezetési ívet biztosítanak (lásd a 3.ábrát). A hegesztési pocsolya jól terjed, kiváló mechanikai tulajdonságokkal rendelkezik, megkülönböztető hullámokkal rendelkezik. A cellulózelektródák közé tartozik az e6010, az E7010 és az E6011, amelyeket jellemzően csőhöz, uszályokhoz, mezőgazdasági javításokhoz, karbantartási munkákhoz és piszkos lemezekhez használnak.
Rutile. A rutil elsősorban titán-dioxidból álló ásvány. A rutil elektródák, mint például az E6013, az E7014 vagy az XXX-16 osztályú rozsdamentes acél elektródák lágy ívet kínálnak, könnyebb behatolással, mint a cellulóz elektródák. A salak könnyen szabályozható, az ív pedig könnyen meggyullad és újraindulhat, nagyobb hegesztési vonzerőt biztosítva. Általában olyan általános gyártási alkalmazásokban használják őket, ahol a kritikus hegesztések mechanikai tulajdonságai nem szükségesek.
Basic. Az alapvető elektródák közepes behatolású, kiváló mechanikai tulajdonságokkal rendelkező ívet kínálnak. A bevonat alacsony hidrogéntartalmú vaspor, TiO2, CaCO3 és CaF2 (kalcium-fluorid). A bevonat közepes vastagságú, a vaspor hozzáadása növeli a lerakódást. Viszonylag gyorsan lefagy, hogy lehetővé tegye a lapos, vízszintes, függőleges-up, és felső hegesztés. Az olyan alapvető elektródákat, mint az E7018, a szerkezeti acélszerkezet, a hidak, a hajók, valamint a tengeri olaj-és gázipari alkalmazások kritikus hegesztéseihez használják, ahol a mechanikai tulajdonságok fontosak.
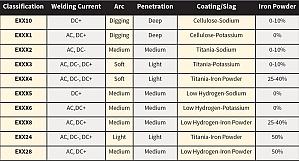
A 4. ábra az elektródák, jellemzők és összetétel összefoglalása.
eddig az elektródákat az AWS osztályozásuk, egy olyan betű-szám kombináció utalta, amely lényeges információkat szolgáltat, és az elektróda oldalára van nyomtatva (lásd az 5.ábrát). Figyelembe e7018 példaként:
2. ábra
SMAW nem lehet a legtermékenyebb hegesztési folyamat, de rendkívül sokoldalú, hogy lehet alkalmazni szinte bárhol, és szállít egy szilárd közös.
70 = minimális szilárdság, ebben az esetben a
szakítószilárdság nagyobb, mint 70 000 PSI
1 = minden helyzetben hegesztési képességek
8 = jellemzők Az ábrán látható. 2,
főleg, hogy fut AC vagy DC+ jelenlegi
H4 = Diffusible hidrogén-szint
R = Legfeljebb 0,4 százalékkal nedvesség
súly expozíció után
Elektróda színe többnyire kozmetikai gyakran eredményei-oxidok, hogy részévé váljon a salak rendszer. Ne válasszon elektródát a színe alapján; erősítse meg az AWS osztályozást és / vagy az elektróda nevét a bevonaton lévő nyomtatással. A kíváncsi, színek jelzik a következő:

3. Ábra
Cellulóz elektródák készítsen egy vékony, könnyen eltávolítható salak réteg (az üzemeltető csak megmosta a kesztyű át gyöngy), valamint jellegzetes gyöngy hullámai.
Zöld = chrome-oxid
White = titán-oxid
Kék = kobalt-oxid
Tan = cinkferrit, valamint vas-oxid
Maradj Középen
A vastagsága a bevonat egy elektróda terjedhet vékony (E6010) vastag (E7024) attól függően, hogy a bevonat célja, hogy készítsen egy gyors fagyasztás salak rendszer, illetve hozzájárul töltelék pedig ötvözőelemek. A vastagságtól függetlenül a minőségi elektróda koncentrikus bevonattal rendelkezik (lásd a 6.ábrát). Ellenkező esetben az ív az egyik oldalra vándorolhat. A hegesztés során a bevonó kráter segít koncentrálni és irányítani az íverőt és az olvadt fémet. Ha a bevonat nem koncentrikus, hogy a vezetőszál az elektróda burns egyenetlenül, így a vetítés azon az oldalon, ahol a bevonat a legnehezebb. Ezt az állapotot gyakran körmösnek nevezik. A tünetek közé tartozik a rossz ívirány, a következetlen hegesztési gyöngyök, a rossz árnyékolás, valamint a penetráció hiánya.
Birkózás Nedvesség
a Mai szereplők lásd E7018 elektródák egy H4R megnevezés nyomtatott bevonat, ami azt jelzi, hogy lehet használni, akár kilenc óra után, hogy eltávolítják a légmentesen zárt csomagolások, valamint még foglalót hegesztési varrat kevesebb, mint 4 milliliter diffusible hidrogén-per 100 gramm letétbe hegesztési varrat egy nedvesség felszívódását kevesebb, mint 0,4 százalékkal, a bevonat expozíció után. Ha nyolc órás műszakban használja őket, nem kell aggódnia, hogy ezek a h4r elektródák (lásd a 7.ábrát) felszívták a felesleges légköri nedvességet, ami elősegítheti a hidrogén repedését, és minimalizálhatja a fűtött rúd caddy szükségességét.
Ez azt jelenti, hogy minden elektróda megfelelő tárolást és újrakondicionálást igényel. A gyenge elektróda teljesítményének elsődleges bűnösje a nedvesség. Az e7018 elektródában a túl sok nedvesség hidrogén repedéshez vezethet. Minden nyitott tartályt 225-300 F fokon kell tárolni. Szükség esetén az alacsony hidrogénelektródákat úgy lehet újrakondicionálni, hogy egy rúd kemencében egy órán át sütjük 700 F fokon. mindig tárolja az alacsony hidrogénelektródákat külön-külön, ne tárolja ugyanabban a rúdkemencében más elektródákkal.
cellulózelektródákkal, amelyek bevonatában 4-6% nedvesség van (szemben az E7018 H4R 0,4% – ával), a túl kevés nedvesség megakadályozhatja a bevonat megfelelő árnyékoló gáz előállítását, és rossz teljesítményt eredményezhet. Az EXX10 és az EXX11 szobahőmérsékleten légmentesen záródó tartályban tárolandó. A rutilelektródákat (EXX12, EXX13, EXX14 és EXX24) 100-150 F fokon kell tárolni. Míg a kisebb csomagok fontonként többet fizetnek, legalább nem fognak pazarolni.
áramforrásokat SMAW
felülvizsgálja az összes követelmény kiválasztására olvadék energiaforrások különböző alkalmazások alá kell vetni egy külön cikket, különösen, ha figyelembe vesszük a motorvezérelt hegesztőgépek. Mivel azonban a jelenlegi fókusz az elektróda összetételére összpontosul, meg kell jegyezni az elektródák és a számos népszerű inverter-alapú áramforráson általánosan megtalálható vezérlők közötti kapcsolatot. Ezen vezérlők némelyike magában foglalja az elektródák kiválasztását, az állítható melegindítást és az állítható íverőt.
az Elektródaválasztási vezérlők lehetővé teszik, hogy egy gomb egyszerű megnyomásával vagy egy gomb elforgatásával automatikusan optimalizálja a gép volt/amp görbéjét és ívjellemzőit az egyes elektródák esetében (lásd a 8.ábrát). A gyakori kiválasztások közé tartoznak azok, amelyek megkülönböztetik az alapvető, Rutil és cellulóz elektródákat. Korábban ki kellett választania egy adott gép, és állítsa be a különböző finom, durva kezelőszervek, így a kívánt teljesítmény és jellemzők.
4.ábra
mivel a függőleges és felső hegesztési alkalmazásokban jól működik, az alacsony hidrogéntartalmú elektródák a legszélesebb körben használt fogyóeszközök, amikor az olvadékról van szó.
A Hot start néhány milliszekundumra növeli a beállított értéket meghaladó áramot az ív létrehozásához. Mivel az e6010 és az E6013 elektródák könnyen világítanak, nem kell sok segítség; az e7018 elektródák részesülnek a forró indításból.
az Íverő-szabályozás növeli az áramerősséget, ha a feszültség egy bizonyos küszöb alá esik, ami lehetővé teszi, hogy az elektródot az elektróda ragasztása nélkül az ízületbe tolja. Vezetési ívük miatt az e6010 elektródáknak nincs szükségük további vezérlési beavatkozásra. Az e7018 elektródák azonban nagyobb íverő-értékeket élvezhetnek. Kísérletezéskor kezdje alacsony vagy semleges értékekkel, majd fokozatosan növelje az összeget 5 vagy 10 százalékponttal.
vegye figyelembe, hogy a cellulóz elektródák több feszültséget igényelnek, mint más elektródák. Továbbá, ha az úgynevezett” whip and pause ” technikát használja a függőleges hegesztéshez, az ívhossz megváltozik, a hegesztési áramforrásnak pedig meg kell őriznie az ívet. Emiatt az e6010 elektródák futtatására alkalmas áramforrások két jellemzővel rendelkeznek. Először is nagy nyitott áramköri feszültséggel (OCV) rendelkeznek, amely az ív ütése előtt az elektróda feszültsége (nincs áram). Gyakori analógia, hogy az OCV-és ne feledjük, hogy a feszültség elektromos nyomást biztosít-olyan, mint egy kerti tömlő, amikor a víz be van kapcsolva, és mielőtt a fúvóka kinyílik. A jó elektromos nyomást biztosító áramforrás biztosítja a jobb ívindítást.
másodszor, az e6010 jó áramforrásai nagy induktorral rendelkeznek. Az induktor ellenáll a rajta áthaladó elektromos áram változásának. Azt mondják ,hogy “tartsa a hatalmat”, vagy” teljesítménytartalékként ” működik, hogy az ívet az elektróda manipulálásakor állítsa be. A hagyományos áramforrások és hegesztőgenerátorok nagy mágnesességet használnak, mint például a ferritmag köré tekert rézhuzal. Az Inverter alapú energiaforrások elektronikát és sokkal kisebb mágnesességet használnak a teljes súly minimalizálása érdekében.
működési elvek
Az olvadás megtanulásakor, függetlenül az elektród típusától vagy az áramforrástól, ne feledje, hogy az eredményeket öt változó kezelésével vezérlik:
- áram. Ez az áramforrás vezérlésén van beállítva.
- utazási szög. Lapos vagy vízszintes helyzetben történő hegesztéskor húzza az elektródát 5-10 fokos szögben. Függőleges vagy felső hegesztéskor nyomja meg az elektródát 5-10 fokos szögben.
- ívhossz. Általában ez nem több, mint az elektróda átmérője, gyakrabban 1/16-3/32 in. hosszú. Például lásd a 9. ábrát. Ne feledje, hogy a feszültség arányos a távolsággal. Nyomja közelebb az elektródát, hogy lehűtse a pocsolyát, majd tartson hosszabb ívet a hő növelése érdekében.
- utazási sebesség. Állítsa be az utazást a pocsolya szélességének szabályozásához. Körülbelül 1,5-szer kell lennie, legfeljebb 2-szer az elektróda átmérőjének.
- manipuláció. Kérdezzen meg 10 operátort a manipulációs technikájukról, és 10 különböző választ kap. Továbbá a technikák az elektróda típusától függően változnak; áramerősség; helyzet; közös konfiguráció; valamint hogy a hegesztés gyökér, kitöltés vagy kupak áthaladás-e. Kezdje azzal, hogy megtanulja használni az egyenes húzási technikát lapos lemezen, vagy talán szűk körkörös mozgás hozzáadásával.
Basic Beginning
az ív bármely elektródával történő megütéséhez érintse meg az elektródát, ahol a munka megkezdődik, majd adjon hozzá egy kis emelést és karcolást mozgás a megfelelő ívhossz megállapításához, és megakadályozza az elektróda ragasztását. A cellulóz-és rutilelektródák esetében az ív létrehozása után előre lehet lépni. Az alacsony hidrogéntartalmú elektródák azonban a bevonatösszetétel miatt nem tudják megfelelően megvédeni a hegesztést az ívindítás során. Ezekkel az elektródákkal a helyes indítási technika magában foglalja az ív körülbelül 3/16-os ütését. (egy vagy két elektróda átmérő) előtt, ahol a hegesztés kezdődik. Az ívhossz megállapítása után mozgassa vissza az elektródát, hogy az új hegesztést az előzővel kösse össze (vagy a kötés hátsó szélét megolvassza a kezdeti hegesztés során). Ezután haladjon előre úgy, hogy a teljesen kialakított ívhegesztés az ívhegesztés helyére kerüljön, majd elfogyasztja.
Ha az első tanulás SMAW, érdemes lehet választani egy felhasználóbarát rutil elektróda. Azonban bárki, aki szakmailag vagy kritikus szerkezetek hegesztését tervezi (beleértve a mezőgazdasági eszközöket is), tanuljon az ezekhez az alkalmazásokhoz használt elektródákkal, ami azt jelenti, hogy elsajátítja az alapvető és cellulózelektródákat.