La Cp et la Cpk sont considérées comme des mesures de capacité potentielle à court terme pour un processus. Dans Six Sigma, nous voulons décrire la qualité des processus en termes de sigma, car cela nous donne un moyen facile de parler de la capacité de différents processus à utiliser un cadre mathématique commun. En d’autres termes, cela nous permet de comparer les processus apple aux processus orange!
- Capacité de processus
- Avant De Commencer !
- Quelle est la différence entre Cp, Cpk et Pp, PPk?
- Cpk vs Ppk
- Si un processus est sous contrôle statistique;
- Si un processus n’est PAS sous contrôle statistique;
- Quelle est la Différence Entre Cp et Cpk?
- Cp vs Cpk
- Le tir sur une analogie de cible
- Qu’est-ce que le Cpk ?
- L’analogie du stationnement d’une voiture dans le Garage
- Comment calculer Cpk
- Pourquoi divisons-nous par 3 pour trouver Cpk?
- Calculer Cpk en utilisant une valeur Z
- Notes et caractéristiques de Cpk
- Cpk et Processus centrés
- Notes sur la Cpk
- Quelles sont les bonnes valeurs pour Cpk?
- Comment calculer Cp
- Cp pour la Moyenne du Processus proche de USL
- Cp pour Moyenne de processus proche de LSL
- Indice de capacité
- Notes sur les valeurs Cp
- Rapport de capacité Cr
- Notes sur la relation Cp Et Cpk
- Vidéos de capacité de traitement
- Vidéos Cpk
- Conférence sur la capacité du processus et la CPS
- Questions sur la capacité du processus de certification de la ceinture noire Six Sigma ASQ:
- Questions sur la capacité du Processus de certification de la Ceinture verte ASQ Six Sigma:
- Questions de pratique Cp, Cpk, Pp, Ppk et graphiques Z
- Contributeurs
Capacité de processus
C’est un long article, mais je pensais qu’il était important de garder Cp et Cpk ensemble. Cpk est adressé en premier, puis Cp. Il y a aussi des notes de crèche sur ce que les équations signifient dans un sens réel de la performance, ce que vous devriez être capable de dire sur un processus en fonction des valeurs Cp et Cpk et plus encore. Si vous ne trouvez pas ce que vous cherchez, veuillez me le faire savoir dans les notes ci-dessous.
Avant De Commencer !
Cet article a été écrit pour aider les candidats à la Ceinture Verte et à la Ceinture Noire Six Sigma à se préparer et à réussir leurs examens.
Si c’est vous, laissez-moi un commentaire ci-dessous ou contactez-moi et faites-moi savoir pour quelle organisation et quelle ceinture vous étudiez. Cela m’aidera à rendre l’article encore meilleur pour vous.
Si vous étudiez pour autre chose, laissez un commentaire ou contactez-moi et faites-moi savoir pour quoi vous étudiez. Encore une fois, cela m’aidera à améliorer l’article pour vous et tous les autres. Merci, Ted.
Quelle est la différence entre Cp, Cpk et Pp, PPk?
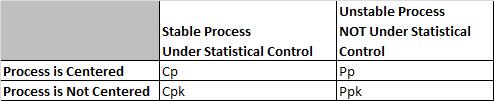
Cp et Cpk sont appelés Capacité de processus. Pp et Ppk sont appelés Performances de processus. Dans les deux cas, nous voulons essayer de vérifier si le processus peut répondre aux CTQ (exigences) des clients.
Cp et Cpk sont utilisés pour la capacité du processus. Généralement, vous l’utilisez lorsqu’un processus est sous contrôle statistique. Cela arrive souvent avec un processus mature qui existe depuis un certain temps. La capacité du processus utilise la valeur sigma du processus déterminée à partir de la Plage de déplacement, de la Plage ou des graphiques de contrôle Sigma
Pp et PPk sont utilisés pour les performances du processus. Généralement, vous l’utilisez lorsqu’un processus est trop nouveau pour déterminer s’il est sous contrôle statistique. Ex. il y a un court cycle de pré-production ou vous pilotez un nouveau processus. Comme il n’y a pas beaucoup de données historiques, nous prélevons de grands échantillons du processus pour tenir compte de la variation. La performance du processus utilise généralement l’échantillon sigma dans son calcul.
En théorie, Cpk sera toujours supérieur ou égal à Ppk. Il y a des anomalies observées lorsque la taille de l’échantillon est petite et que les données représentent un court laps de temps où l’estimation à l’aide de R surestimera l’écart-type et rendra Cpk plus petit que Ppk. Ce n’est pas réel, il ne peut jamais y avoir moins de variation à long terme puisque le long terme utilise toutes les données et non seulement deux données de chaque sous-groupe.
L’évaluation de la capacité du processus avec Cp&Cpk reflète ce qui est fait (et pourquoi cela est fait) en suivant l’approche Pp &Ppk. La principale différence est que vous utilisez Cp&Cpk après qu’un processus a atteint la stabilité ou le contrôle statistique.
Cpk vs Ppk
Ppk nous indique comment un processus a fonctionné dans le passé et vous ne pouvez pas l’utiliser pour prédire l’avenir car le processus n’est pas dans un état de contrôle.
Si un processus est sous contrôle statistique;
Les valeurs pour Cpk et Ppk convergeront vers presque la même valeur car sigma et l’écart type de l’échantillon seront identiques (utilisez un test F pour déterminer).
En d’autres termes, si Cpk ==Ppk, le processus est probablement sous contrôle statistique.
Si un processus n’est PAS sous contrôle statistique;
Les valeurs Cpk et Ppk seront nettement différentes, peut-être très largement.
Quelle est la Différence Entre Cp et Cpk?
Cp vs Cpk
Cp et Cpk mesurent la cohérence avec vos performances moyennes.
Le » k » signifie » facteur centralisateur « . »L’index prend en compte le fait que vos données ne sont peut-être pas centrées.
Cpk nous indique ce qu’un processus est capable de faire à l’avenir, en supposant qu’il reste dans un état de contrôle statistique.
Le tir sur une analogie de cible
Dans un ensemble de données parfaitement centré, il n’y aura pas de différence entre Cp et Cpk. Pensez à lancer des fléchettes sur un jeu de fléchettes et à faire en sorte que le centre de l’œil du taureau soit le 0,0 sur un plan cartésien et que les bords soient à 3 unités de ce point central (nous utiliserons le bord du jeu de fléchettes ou 3 et -3 comme notre USL et LSL). Dans un échantillon de fléchettes parfaitement centré, votre distance moyenne par rapport au centre, ou Mu, sera de 0. Une petite algèbre nous montrera que vos nombres Cpk et Cp sont identiques. Min ((0–3)/ 3s, (3-0)/3s) = (3–3) / 6s = 1s.
Les choses deviennent un peu plus difficiles lorsque les fléchettes se déplacent vers le haut, disons être centrées à une moyenne de 2 unités au-dessus du centre. Maintenant, vous vous retrouvez avec un Cpk de (3-2) / 3s = 1 / 3s, mais votre Cp est toujours le même 1s qu’auparavant. Il est important de noter que parce que Cpk utilise la fonction minimum, elle sera toujours égale ou inférieure au Cp pour le même ensemble de données.
Qu’est-ce que le Cpk ?
L’analogie du stationnement d’une voiture dans le Garage
Si vous pensez aux murs de votre garage – où vous devez installer votre voiture – ils deviennent les limites des spécifications du client. Si vous dépassez ces limites, vous tomberez en panne et le client ne sera pas content!
Si votre processus a beaucoup de variations, cela signifie que la moyenne du processus est partout. Pas bon pour garer une voiture, et pas bon pour tout autre processus. Pour donner à votre processus de stationnement les meilleures chances de succès, vous devez travailler sur la réduction de la variation et du centrage.
Si la voiture est trop large pour le garage, rien de ce que vous faites pour centrer le processus ne vous aidera. Vous devez modifier la dispersion du processus (rendre la voiture plus petite.)
Si la voiture est beaucoup plus petite que le garage, peu importe si vous la garez exactement au milieu; elle s’adaptera et vous aurez beaucoup de place de chaque côté. C’est l’une des raisons pour lesquelles la philosophie six sigma se concentre sur la suppression de la variation dans un processus.
Si vous avez un processus qui est en contrôle et avec peu de variations, vous devriez pouvoir garer la voiture facilement dans le garage et ainsi répondre aux exigences du client. Cpk vous indique la relation entre la taille de la voiture, la taille du garage et à quelle distance du milieu du garage vous avez garé la voiture. »
Comment calculer Cpk
Cpk est une mesure pour montrer combien d’écarts types les limites de spécification sont par rapport au centre du processus. Sur certains processus, vous pouvez le faire visuellement. D’autres nécessitent une équation.
Pour trouver Cpk, vous devez calculer un score Z pour la limite de spécification supérieure (appelée Z USL) et un score Z pour la limite de spécification inférieure (appelée Z LSL).
Puisque nous essayons de mesurer le nombre d’écarts types entre la ligne médiane et la limite de spécification, vous ne devriez pas être surpris que la valeur de ces limites, la moyenne du processus et l’écart type soient toutes des composantes du calcul Z.
Cp est une abréviation. Il y a vraiment deux parties; la partie supérieure et la partie inférieure notées Cpu et Cpl respectivement. Leurs équations sont:
Cpl =(Moyenne du processus -LSL) /(Écart-type 3*)
Cpu=(Moyenne du processus USL) /(Écart-type 3*)
Cpk est simplement la plus petite valeur de la Cpl ou de la Cpu notée: Cpk = Min(Cpl, Cpu)
Pourquoi divisons-nous par 3 pour trouver Cpk?
Nous savons que toute limite de spécification a une limite supérieure et une limite inférieure. Parce que vous savez que 6 sigmas – ou 6 écarts types représentent presque toutes les éventualités sur un processus (en supposant une distribution normale), vous ne devriez pas être surpris de voir le « /3” car nous ne regardons qu’un seul côté de la distribution.
Calculer Cpk en utilisant une valeur Z
Si vous avez une valeur Z, l’équation est très facile;
Cpk peut être déterminé en divisant le score Z par trois.
Un score z est le même qu’un score standard ; le nombre d’écarts types au-dessus de la moyenne.
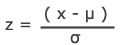
Z= x – moyenne de la population/écart type.
Notes et caractéristiques de Cpk
Cpk et Processus centrés
Si un processus est parfaitement centré, il a un Cp de 1. Cela indiquerait que la moyenne était de 3 écarts types par rapport à la limite supérieure et à la limite inférieure.
Un processus parfaitement centré – un processus qui a une moyenne exactement entre les 2 limites de spécification (ce qui signifie qu’à mi-chemin entre les deux aura un Cpk de 1. Comment est-ce possible? Vérifions les calculs.
Si un processus est parfaitement centré, alors nous savons que le (USL-Process mean) est égal à la même chose que le (Process Mean–LSL). Appelons cela A.
Z USL = USL – Moyenne du processus / Écart type. devient alors Z USL = A/Écart-Type
Z LSL = Moyenne du processus – LSL/Écart-Type devient alors Z LSL = A/Écart-Type.
Exactement la même chose.
Notes sur la Cpk
- La Cpk mesure la proximité des performances d’un processus par rapport à ses limites de spécification et tient compte de la variabilité naturelle du processus.
- Plus c’est mieux. Plus le Cpk est grand, moins il est probable que tout article soit en dehors des limites de spécification.
- Lorsque Cpk est négatif, cela signifie qu’un processus produira une sortie en dehors des limites des spécifications du client.
- Lorsque la moyenne du processus est en dehors des limites des spécifications du client, la valeur de Cpk sera négative
- Nous voulons généralement un Cpk d’au moins 1,33 ou plus pour satisfaire la plupart des clients.
- Cpk peut avoir une valeur supérieure et inférieure rapportée.
- Si la valeur supérieure est 2 et la valeur inférieure est 1, nous disons qu’elle a été décalée vers la gauche.
- Cela ne nous dit rien sur la stabilité ou non du processus.
- Nous devons signaler la plus basse des 2 valeurs.

Quelles sont les bonnes valeurs pour Cpk?
Rappelez-vous l’analogie du parking dans le garage?
Cpk = Nombre négatif: Votre processus va régulièrement planter la voiture dans le mur.
Cpk=0.5: Vous avez de bonnes chances de frapper le mur à l’entrée.
Cpk=1 : Il se peut que votre voiture touche simplement le bord le plus proche de l’entrée.
Cpk=2: Super! Vous avez un grand dégagement. Vous pouvez doubler la largeur de votre voiture avant de frapper le côté du garage.
Cpk=3: Excellent! Vous avez un excellent dégagement. Vous pouvez tripler la largeur de votre voiture avant de frapper le côté du garage.
Comment calculer Cp
Tout comme vous utilisez Cp &Cpk lorsqu’un processus est stable et Pp &Ppk lorsqu’un processus est nouveau, la façon dont vous calculez chacun est également un peu différente.
Revisitons Pp
Pp=(USL–LSL) /6*s
Dans Pp, s est l’écart-type, ou le « gras » ou la dispersion de la courbe en cloche.
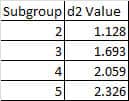
Dans Cp, on remplace s par et on appelle σr l’estimation de σ. Pour ce faire, nous exploitons le concept de Plage mobile à partir d’un graphique à barres R mobile ou d’un graphique XMR. Ainsi, la barre σr =
R provient de la plage mobile.
D2 reflète les valeurs dérivées de l’intégration de l’aire sous la courbe normale. Nous utilisons souvent une table qui donne une valeur d2 basée sur le nombre de sous-groupes dans l’échantillon.
Cp ne tient pas compte du centrage.
Cp=(USL–LSL) /(6* σr)
Cp =(USL-LSL)/(6*R Bar /d2)
Cp pour la Moyenne du Processus proche de USL
Si votre Moyenne du Processus (tendance centrale) est plus proche de l’USL, utilisez : /, où x(bar) est la Moyenne du Processus.
Cp pour Moyenne de processus proche de LSL
Si votre Moyenne de processus (tendance centrale) est plus proche de la LSL, utilisez : /, où x (bar) est la Moyenne de processus.
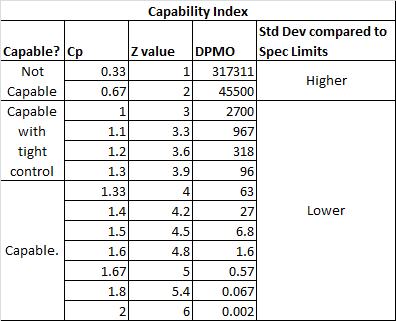
Indice de capacité
Comment les valeurs Cp, Z, DPMO, les Limites de spécification, l’Écart type et la Capacité sont-elles toutes liées?
Voir également les valeurs Z et la capacité du processus.
Notes sur les valeurs Cp
- Si le rapport est supérieur à un, alors la tolérance d’ingénierie est supérieure à la propagation du processus, de sorte que le processus a le « potentiel” d’être capable (en fonction du centrage du processus).
- Si, cependant, la propagation du processus est supérieure à la tolérance d’ingénierie, alors la variation du processus ne « s’adaptera” pas à la tolérance et le processus ne sera pas capable (même si le processus est centré de manière appropriée).
Rapport de capacité Cr
La ration de capacité est l’inverse de Cp
Cr=1/Cp=(6*σr)/(USL–LSL)
Si Cr < 0,75, le processus est capable.
Si Cr = 0,75-1,00, le processus est capable avec un contrôle serré.
Si Cr >1, le processus n’est pas capable.
Notes sur la relation Cp Et Cpk
- Si Cp==Cpk, alors le processus est parfaitement centré. Si parfaitement centré, Cp == Cpk.
- Parce que Cpk représente le centrage (où Cp ne le fait pas), Cpk ne peut jamais être plus grand que Cp.
- Les deux supposent un processus stable.
Vidéos de capacité de traitement
Vidéos Cpk
Excellente vidéo claire et concise sur ce sujet.
« Si vous produisiez un Cpk égal à 1, vous pourriez vous attendre à produire au moins 99,73% de bonnes pièces.”
Conférence sur la capacité du processus et la CPS
Questions sur la capacité du processus de certification de la ceinture noire Six Sigma ASQ:
Question: Les données utilisées dans la configuration initiale d’un processus sont supposées avoir une distribution normale. Si la valeur nominale (cible) est définie au centre de la distribution et que les limites de spécification sont définies à ± 3s du centre, alors le Cpk est égal à:
Cette section exige que vous soyez un membre de votre examen Six Sigma. Connectez-vous ou inscrivez-vous en quelques secondes avec les boutons ci-dessous!
Connectez-vous à votre compte
OU
Inscrivez-vous pour Réussir votre examen Six Sigma
Questions, commentaires, problèmes, préoccupations? Veuillez laisser une note dans les commentaires ci-dessous!
(A) -0,25
(B) 1,00
(C) 1,33
(D) 1,67
Cette section nécessite que vous soyez connecté.
Questions sur la capacité du Processus de certification de la Ceinture verte ASQ Six Sigma:
Question: Lors du calcul de l’indice Cp, que représente l’écart–type dans la formule Cp = (USL-LSL) / 6σ?
Cette section exige que vous soyez un membre de votre examen Six Sigma. Connectez-vous ou inscrivez-vous en quelques secondes avec les boutons ci-dessous!
Connectez-vous à votre compte
OU
Inscrivez-vous pour Réussir votre examen Six Sigma
Questions, commentaires, problèmes, préoccupations? Veuillez laisser une note dans les commentaires ci-dessous!
(A) L’intervalle de tolérance
(B) L’intervalle de confiance pour le résultat
(C) La plage du processus
(D) La variance de l’indice
Cette section nécessite que vous soyez connecté.
Questions de pratique Cp, Cpk, Pp, Ppk et graphiques Z

La pratique rend parfait! Questions de pratique gratuites Cp, Cpk, Pp, Ppk.
Contributeurs
-

J’ai créé à l’origine SixSigmaStudyGuide.com pour m’aider à préparer mes propres examens de ceinture noire. Au fil du temps, j’ai développé le site pour aider des dizaines de milliers de candidats à la ceinture Six Sigma à se préparer à leurs examens de ceinture verte &Ceinture noire. Allez ici pour apprendre à réussir votre examen Six Sigma la 1ère fois!
Voir tous les messages