Cp i Cpk są uważane za krótkoterminowe potencjalne środki zdolności dla procesu. W Six Sigma chcemy opisać jakość procesów w kategoriach sigma, ponieważ daje nam to łatwy sposób na mówienie o tym, jak zdolne różne procesy wykorzystują wspólne ramy matematyczne. Innymi słowy, pozwala nam porównywać procesy apple z procesami orange!
- zdolność przetwarzania
- zanim zaczniemy!
- Jaka jest różnica między Cp, Cpk A Pp, PPk?
- Cpk vs Ppk
- jeśli Proces jest w statystycznej kontroli;
- jeśli proces nie jest w statystycznej kontroli;
- jaka jest różnica między CP a Cpk?
- Cp vs Cpk
- strzelanie do celu
- Co To jest Cpk?
- parkowanie samochodu w garażu
- Jak obliczyć Cpk
- dlaczego dzielimy przez 3, aby znaleźć Cpk?
- Obliczanie Cpk za pomocą wartości z
- uwagi i cechy Cpk
- Cpk i wyśrodkowane procesy
- uwagi na temat Cpk
- jakie są dobre wartości dla Cpk?
- Jak obliczyć Cp
- CP dla średniej procesu zbliżonej do USL
- Cp dla średniej procesu zbliżonej do LSL
- indeks zdolności
- uwagi dotyczące wartości Cp
- Współczynnik zdolności Cr
- uwagi dotyczące CP i Cpk
- filmy o możliwościach przetwarzania
- Filmy Cpk
- wykład na temat możliwości procesu i SPC
- ASQ Six Sigma black belt certification process capability questions:
- ASQ Six Sigma Green Belt pytania dotyczące możliwości procesu certyfikacji:
- pytania do praktyki Cp, Cpk, Pp, Ppk i wykresy Z
- stworzyłem SixSigmaStudyGuide.com żeby pomóc mi przygotować się do egzaminów na czarny pas. Rozbudowałem stronę, aby pomóc dziesiątkom tysięcy kandydatów na pas Six Sigma przygotować się do egzaminów na pas zielony & egzaminów na Pas Czarny. Go here to learn how to pass your Six Sigma exam the 1st time through! Zobacz wszystkie posty
zdolność przetwarzania
To jest długi artykuł, ale myślałem, że ważne jest, aby zachować CP i Cpk razem. Najpierw adresowany jest Cpk, potem Cp. Istnieją również notatki na temat tego, co równania oznaczają w sensie rzeczywistej wydajności, co powinieneś być w stanie powiedzieć o procesie w zależności od wartości CP i Cpk i więcej. Jeśli nie znajdziesz tego, czego szukasz, daj mi znać w uwagach poniżej.
zanim zaczniemy!
Ten artykuł został napisany, aby pomóc kandydatom Six Sigma Green Belt i Black Belt przygotować się do egzaminów i zdać je.
Jeśli to Ty, zostaw mi komentarz poniżej lub skontaktuj się ze mną i daj mi znać, do której organizacji i pasu się uczysz. To pomoże mi uczynić artykuł jeszcze lepszym dla Ciebie.
Jeśli uczysz się na coś innego, zostaw komentarz lub skontaktuj się ze mną i daj mi znać, na co się uczysz. Ponownie, to pomoże mi uczynić artykuł lepszym dla Ciebie i wszystkich innych. Dzięki, Ted.
Jaka jest różnica między Cp, Cpk A Pp, PPk?
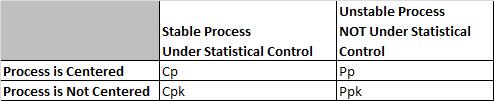
CP i Cpk nazywane są zdolnościami procesowymi. PP i Ppk nazywane są wydajnością procesu. W obu przypadkach chcemy spróbować sprawdzić, czy proces może spełniać CTQs klienta (wymagania).
Cp i Cpk są używane do zdolności procesowych. Zazwyczaj używasz tego, gdy proces jest pod kontrolą statystyczną. Często zdarza się to w przypadku dojrzałego procesu, który istnieje już od jakiegoś czasu. Możliwości procesu wykorzystuje wartość Sigma procesu określonego z zakresu ruchu, Zakres lub Sigma wykresy kontrolne
Pp i PPk są wykorzystywane do wydajności procesu. Zazwyczaj używasz tego, gdy proces jest zbyt Nowy, aby określić, czy jest pod kontrolą statystyczną. Ex. jest krótki przebieg przedprodukcyjny lub pilotujesz nowy proces. Ponieważ nie ma zbyt wielu danych historycznych, pobieramy duże próbki z procesu, aby uwzględnić zmienność. Wydajność procesu zazwyczaj wykorzystuje przykładową Sigmę w swoich obliczeniach.
w teorii Cpk zawsze będzie większe lub równe Ppk. Istnieją anomalie widoczne, gdy wielkość próby jest mała, a dane reprezentują krótki czas, w którym szacowanie za pomocą R zawyża odchylenie standardowe i sprawia, że Cpk jest mniejszy niż Ppk. To nie jest prawdziwe, nigdy nie może być mniejsza zmienność w dłuższej perspektywie, ponieważ długoterminowe jest przy użyciu wszystkich danych nie tylko dwa kawałki danych z każdej podgrupy.
ocena możliwości procesu za pomocą Cp& Cpk odzwierciedla to, co zostało zrobione (i dlaczego zostało zrobione) podczas stosowania podejścia PP& Ppk. Główną różnicą jest to, że używasz CP & Cpk po osiągnięciu stabilności procesu lub kontroli statystycznej.
Cpk vs Ppk
Ppk mówi nam, jak przebiegał proces w przeszłości i nie można go używać do przewidywania przyszłości, ponieważ proces nie jest w stanie kontroli.
jeśli Proces jest w statystycznej kontroli;
wartości dla Cpk i Ppk będą zbieżne do prawie tej samej wartości, ponieważ sigma i odchylenie standardowe próbki będą identyczne (użyj testu F, aby określić).
innymi słowy, jeśli Cpk = = Ppk, Proces jest prawdopodobnie w statystycznej kontroli.
jeśli proces nie jest w statystycznej kontroli;
wartości Cpk i Ppk będą wyraźnie różne, być może bardzo szerokim marginesem.
jaka jest różnica między CP a Cpk?
Cp vs Cpk
Cp i Cpk mierzą, jak spójny jesteś w stosunku do średniej wydajności.
” k „oznacza” czynnik centralizujący.”Indeks bierze pod uwagę fakt, że Twoje dane mogą nie być wyśrodkowane.
Cpk mówi nam, co Proces jest w stanie zrobić w przyszłości, zakładając, że pozostanie w stanie kontroli statystycznej.
strzelanie do celu
w idealnie wyśrodkowanym zbiorze danych nie będzie różnicy między Cp a Cpk. Pomyśl o rzucanie rzutki w rzutki i o środku tarczy oko być 0,0 na płaszczyźnie kartezjańskiej i krawędzie są obecnie jednostki 3 od tego punktu centralnego(będziemy używać krawędzi rzutki lub 3 i -3 jak nasze USL i LSL). W idealnie wyśrodkowanej próbce rzutek średnia odległość od środka lub Mu wyniesie 0. Trochę algebry pokaże nam, że Twoje liczby Cpk i Cp są takie same. Min((0 – -3)/3S , (3-0)/3S) = (3 – -3)/6s = 1s .
wszystko staje się trochę trudniejsze, gdy lotki poruszają się w górę, powiedzmy, że są wyśrodkowane średnio 2 jednostki powyżej środka. Teraz kończysz z Cpk (3-2)/3s = 1 / 3s, ale twoje Cp jest nadal takie same 1s jak wcześniej. Ważne jest, aby pamiętać, że ponieważ Cpk używa funkcji minimum, zawsze będzie ona równa lub mniejsza od Cp dla tego samego zestawu danych.
Co To jest Cpk?
parkowanie samochodu w garażu
Jeśli myślisz o ścianach garażu – w których musisz zmieścić swój samochód – stają się one limitami specyfikacji klienta. Jeśli przekroczysz te limity, ulegniesz awarii, a Klient nie będzie zadowolony!
Jeśli twój proces ma dużą zmienność, oznacza to, że średnia procesu jest wszędzie. Nie nadaje się do parkowania samochodu i nie nadaje się do żadnego innego procesu. Aby twój proces parkowania miał największe szanse powodzenia, powinieneś popracować nad zmniejszeniem zmienności i centrowania.
Jeśli samochód jest zbyt szeroki do garażu, nic nie pomoże w wyśrodkowaniu procesu. Musisz zmienić rozproszenie procesu (zmniejszyć samochód.)
Jeśli samochód jest dużo mniejszy niż Garaż, nie ma znaczenia, czy zaparkować go dokładnie w środku; zmieści się i masz dużo miejsca po obu stronach. To jeden z powodów, dla których filozofia six sigma koncentruje się na usuwaniu zmian w procesie.
Jeśli masz proces, który jest pod kontrolą i z niewielką zmiennością, powinieneś być w stanie łatwo zaparkować samochód w garażu, a tym samym spełnić wymagania klienta. Cpk informuje o zależności między rozmiarem samochodu, rozmiarem garażu i tym, jak daleko od środka garażu zaparkowałeś samochód.”
Jak obliczyć Cpk
Cpk jest miarą pokazującą, ile odchyleń standardowych są limity specyfikacji od środka procesu. W niektórych procesach można to zrobić wizualnie. Inne wymagają równania.
aby znaleźć Cpk musisz obliczyć wynik Z dla górnego limitu specyfikacji (zwanego z USL) i wynik z dla dolnego limitu specyfikacji (zwanego z LSL).
ponieważ staramy się zmierzyć, ile odchyleń standardowych mieści się między linią środkową a limitem specyfikacji, nie należy się dziwić, że wartość tych limitów, średnia procesu i odchylenie standardowe są składowymi obliczenia Z.
Cp jest skrótem. Tak naprawdę są dwie części; górna i dolna oznaczona odpowiednio Cpu i Cpl. Ich równania to:
Cpl = (Średnia procesu – LSL)/(3*odchylenie standardowe)
Cpu = (USL – Średnia procesu)/(3*odchylenie standardowe)
Cpk jest najmniejszą wartością Cpl lub Cpu oznaczoną: Cpk= Min (Cpl, Cpu)
dlaczego dzielimy przez 3, aby znaleźć Cpk?
wiemy, że każda granica specyfikacji ma górną granicę i dolną granicę. Ponieważ wiesz, że 6 Sigma-lub 6 odchyleń standardowych odpowiada za prawie wszystkie ewentualności procesu (zakładając rozkład normalny), nie powinieneś być zaskoczony, widząc „/ 3”, ponieważ patrzymy tylko na jedną stronę rozkładu.
Obliczanie Cpk za pomocą wartości z
Jeśli masz wartość Z, równanie jest bardzo proste;
Cpk można określić, dzieląc wynik Z przez trzy.
wynik z jest taki sam jak wynik standardowy; liczba odchyleń standardowych powyżej średniej.
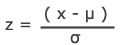
Z = x – średnia populacji / odchylenie standardowe.
uwagi i cechy Cpk
Cpk i wyśrodkowane procesy
Jeśli Proces jest idealnie wyśrodkowany, ma Cp równe 1. Oznaczałoby to, że średnia wynosiła 3 odchylenia standardowe od górnej granicy i dolnej granicy.
a perfectly centered process – proces, który ma średnią dokładnie pomiędzy dwoma limitami specyfikacji (co oznacza, że w połowie drogi między nimi będzie miał Cpk równą 1. Jak to możliwe? Sprawdźmy obliczenia.
Jeśli Proces jest idealnie wyśrodkowany, to wiemy, że (USL – process mean) równa się tej samej rzeczy co (Process Mean – LSL). Nazwijmy to A.
z USL = USL – Średnia procesu / odchylenie standardowe. następnie staje się z USL = a/ odchylenie standardowe
z LSL = Średnia procesu – LSL / odchylenie standardowe następnie staje się z LSL = a / odchylenie standardowe.
dokładnie to samo.
uwagi na temat Cpk
- Cpk mierzy, jak blisko Proces jest wykonywany w porównaniu do jego limitów specyfikacji i biorąc pod uwagę naturalną zmienność procesu.
- większe jest lepsze. Im większy jest Cpk, tym mniej prawdopodobne jest, że jakikolwiek element będzie poza granicami specyfikacji.
- gdy Cpk jest ujemny, oznacza to, że proces będzie produkować dane wyjściowe, które są poza granicami specyfikacji klienta.
- gdy średnia procesu jest poza specyfikacją klienta ogranicza wartość Cpk będzie ujemna
- ogólnie chcemy Cpk co najmniej 1.33 lub wyższy, aby zadowolić większość klientów.
- Cpk może mieć raportowaną wartość górną i dolną.
- Jeśli górna wartość to 2, a dolna to 1, mówimy, że została przesunięta w lewo.
- to nie mówi nam nic o tym, czy Proces jest stabilny, czy nie.
- musimy zgłosić niższą z 2 wartości.

jakie są dobre wartości dla Cpk?
pamiętasz parking w garażu?
Cpk = liczba ujemna: Twój proces będzie regularnie rozbić samochód o ścianę.
Cpk = 0.5: masz spore szanse trafić w ścianę przy wejściu.
Cpk =1: twój samochód może po prostu dotykać najbliższej krawędzi wpisu.
Cpk = 2: świetnie! Masz wielki dostęp. Możesz podwoić szerokość swojego samochodu, zanim uderzysz w bok garażu.
Cpk = 3: doskonale! Masz doskonały dostęp. Możesz potroić szerokość swojego samochodu, zanim uderzysz w bok garażu.
Jak obliczyć Cp
tak jak używasz Cp &Cpk gdy proces jest stabilny i Pp & Ppk gdy proces jest nowy, sposób obliczania każdego z nich jest nieco inny.
wróćmy do Pp
Pp = (USL – LSL)/6* S
W Pp, S jest odchyleniem standardowym lub „tłustością” lub rozproszeniem krzywej Dzwonkowej.
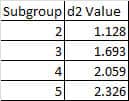
w Cp zamieniamy s na i estymujemy σ nazywamy σr. W tym celu wykorzystujemy koncepcję ruchomego zakresu z ruchomego wykresu słupkowego R lub wykresu XMR. Tak więc σr =
R Bar pochodzi z zakresu ruchu.
D2 odzwierciedla wartości wynikające z całkowania obszaru pod krzywą normalną. Często używamy tabeli, która daje wartość d2 w oparciu o liczbę podgrup w próbce.
Cp nie uwzględnia centrowania.
Cp = (USL – LSL) / ( 6* σr )
Cp = (USL – LSL) / ( 6* R Bar / d2 )
CP dla średniej procesu zbliżonej do USL
Jeśli Średnia procesu (tendencja centralna) jest bliższa USL, użyj: / , gdzie x(bar) jest średnią procesu.
Cp dla średniej procesu zbliżonej do LSL
Jeśli Średnia procesu (tendencja centralna) jest bliższa LSL, użyj: / , gdzie X(bar) jest średnią procesu.
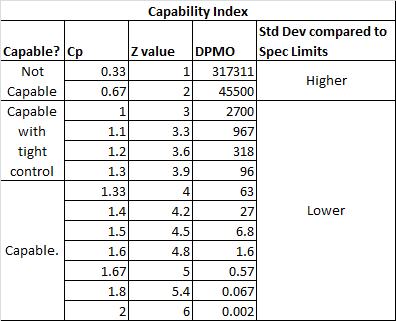
indeks zdolności
jak odnoszą się wartości Cp, z, DPMO , limity specyfikacji, odchylenie standardowe i zdolność?
Zobacz także wartości Z i możliwości procesu.
uwagi dotyczące wartości Cp
- Jeśli stosunek jest większy niż jeden, to tolerancja techniczna jest większa niż rozprzestrzenianie się procesu, więc proces ma „potencjał”, aby być zdolnym (w zależności od centrowania procesu).
- Jeśli jednak rozprzestrzenianie się procesu jest większe niż tolerancja techniczna, to zmiana procesu nie „zmieści się” w tolerancji, a proces nie będzie w stanie (nawet jeśli Proces jest odpowiednio wyśrodkowany).
Współczynnik zdolności Cr
współczynnik zdolności jest odwrotnością CP
Cr = 1 / CP = ( 6* σr)/(USL – LSL)
Jeśli Cr< 0,75, Proces jest zdolny.
Jeśli Cr = 0,75-1,00, Proces jest zdolny do ścisłej kontroli.
Jeśli Cr > 1, proces nie jest w stanie.
uwagi dotyczące CP i Cpk
- Jeśli CP == Cpk, to Proces jest idealnie wyśrodkowany. Jeśli idealnie wyśrodkowany, Cp == Cpk.
- ponieważ Cpk odpowiada za centrowanie (gdzie Cp nie), Cpk nigdy nie może być większy niż Cp.
- obie zakładają stabilny proces.
filmy o możliwościach przetwarzania
Filmy Cpk
świetny, jasny, zwięzły film na ten temat.
” jeśli produkujesz Cpk równe 1, to możesz oczekiwać, że wyprodukujesz co najmniej 99,73% dobrych części.”
wykład na temat możliwości procesu i SPC
ASQ Six Sigma black belt certification process capability questions:
question: dane używane w początkowej konfiguracji procesu zakłada się, że mają rozkład normalny. Jeśli nominalna (docelowa) jest ustawiona w środku rozkładu, a granice specyfikacji są ustawione na ±3s od środka, to Cpk jest równy:
Ta sekcja wymaga, abyś zdał egzamin Six Sigma. Zaloguj się lub zarejestruj w kilka sekund za pomocą poniższych przycisków!
Zaloguj się na swoje konto
lub
Zapisz się zdaj egzamin Six Sigma
pytania, uwagi, problemy, wątpliwości? Proszę zostawić notatkę w komentarzach poniżej!
(a) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
Ta sekcja wymaga zalogowania się.
ASQ Six Sigma Green Belt pytania dotyczące możliwości procesu certyfikacji:
pytanie: Przy obliczaniu wskaźnika Cp, co oznacza odchylenie standardowe we wzorze CP = (USL – LSL) / 6σ?
Ta sekcja wymaga, abyś zdał egzamin Six Sigma. Zaloguj się lub zarejestruj w kilka sekund za pomocą poniższych przycisków!
Zaloguj się na swoje konto
lub
Zapisz się zdaj egzamin Six Sigma
pytania, uwagi, problemy, wątpliwości? Proszę zostawić notatkę w komentarzach poniżej!
(a) przedział tolerancji
(B) przedział ufności dla wyniku
(C) zakres procesu
(D) wariancja indeksu
Ta sekcja wymaga zalogowania.
pytania do praktyki Cp, Cpk, Pp, Ppk i wykresy Z

praktyka czyni mistrza! Darmowe pytania praktyczne Cp, Cpk, Pp, Ppk.
-

stworzyłem SixSigmaStudyGuide.com żeby pomóc mi przygotować się do egzaminów na czarny pas. Rozbudowałem stronę, aby pomóc dziesiątkom tysięcy kandydatów na pas Six Sigma przygotować się do egzaminów na pas zielony & egzaminów na Pas Czarny. Go here to learn how to pass your Six Sigma exam the 1st time through!
Zobacz wszystkie posty
stworzyłem SixSigmaStudyGuide.com żeby pomóc mi przygotować się do egzaminów na czarny pas. Rozbudowałem stronę, aby pomóc dziesiątkom tysięcy kandydatów na pas Six Sigma przygotować się do egzaminów na pas zielony & egzaminów na Pas Czarny. Go here to learn how to pass your Six Sigma exam the 1st time through!
Zobacz wszystkie posty