Cp en Cpk worden beschouwd als potentiële capaciteitsmaatregelen op korte termijn voor een proces. In Six Sigma willen we proceskwaliteit beschrijven in termen van sigma, omdat dit ons een gemakkelijke manier geeft om te praten over hoe capabel verschillende processen zijn met behulp van een gemeenschappelijk wiskundig kader. Met andere woorden, het stelt ons in staat om apple processen te vergelijken met oranje processen!
- Process Capability
- voordat we beginnen!
- Wat is het verschil tussen Cp, Cpk en Pp, PPk?
- Cpk vs Ppk
- als een proces in statistische controle is;
- als een proces niet onder statistische controle valt;
- Wat is het verschil tussen CP en Cpk?
- CP vs Cpk
- de opname op een doel analogie
- Wat is Cpk?
- het parkeren van een auto in de Garage analogie
- hoe Cpk te berekenen
- waarom delen we door 3 om Cpk te vinden?
- Cpk berekenen met behulp van een Z-waarde
- opmerkingen en kenmerken van Cpk
- Cpk en gecentreerde processen
- opmerkingen over Cpk
- Wat zijn goede waarden voor Cpk?
- hoe CP
- Cp voor Procesgemiddelde dicht bij USL
- Cp voor Procesgemiddelde dicht bij LSL
- Capability Index
- Notes on CP Values
- Capability Ratio Cr
- Notes on Relating Cp And Cpk
- Process Capability Videos
- Cpk Videos
- Lecture on Process Capability and SPC
- ASQ Six Sigma Black Belt certification process capability questions:
- ASQ Six Sigma Green Belt Certification Process Capability Questions:
- CP, Cpk, Pp, Ppk oefenvragen en Z-diagrammen
- bijdragers
Process Capability
Dit is een lang artikel, maar ik vond het belangrijk om Cp en Cpk bij elkaar te houden. Cpk wordt eerst aangesproken, daarna Cp. Er zijn ook crib notities over wat de vergelijkingen betekenen in een echte prestatie betekenis, wat je moet kunnen vertellen over een proces afhankelijk van Cp en Cpk waarden en meer. Als u niet vindt wat u zoekt, laat het me weten in de onderstaande opmerkingen.
voordat we beginnen!
Dit artikel is geschreven om Six Sigma Green Belt en Black Belt kandidaten voor te bereiden op en te slagen voor hun examens.
Als u dat bent, laat dan hieronder een reactie achter of neem contact met me op en laat me weten voor welke organisatie en riem u studeert. Dit zal me helpen om het artikel nog beter voor u.
als je voor iets anders studeert, laat dan een reactie achter of neem contact met me op en laat me weten waarvoor je studeert. Nogmaals, dit zal me helpen om het artikel beter voor u en iedereen. Bedankt, Ted.
Wat is het verschil tussen Cp, Cpk en Pp, PPk?
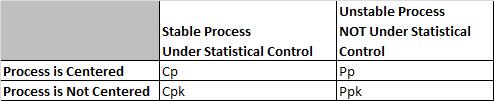
CP en Cpk worden Process Capability genoemd. Pp en Ppk worden procesprestaties genoemd. In beide gevallen willen we proberen om te controleren of het proces kan voldoen aan de klant CTQs (eisen) te voldoen.
Cp, en Cpk worden gebruikt voor Procescapaciteiten. Over het algemeen gebruik je dit wanneer een proces onder statistische controle is. Dit gebeurt vaak met een volwassen proces dat al een tijdje bestaat. Process capability gebruikt de process sigma waarde bepaald uit ofwel het bewegende bereik, bereik of Sigma controle grafieken
Pp en PPk worden gebruikt voor procesprestaties. Over het algemeen gebruik je dit als een proces te nieuw is om te bepalen of het onder statistische controle is. Ex. er is een korte pre-productie run of u bent het besturen van een nieuw proces. Omdat er niet veel historische gegevens zijn nemen we grote stalen uit het proces om rekening te houden met variatie. Procesprestaties maken over het algemeen gebruik van sample sigma in de berekening.
in theorie zal Cpk altijd groter zijn dan of gelijk aan Ppk. Er zijn anomalieën gezien wanneer de steekproefgrootte klein is en de gegevens vertegenwoordigt een korte hoeveelheid tijd waar het schatten met behulp van R standaarddeviatie zal overschatten en Cpk kleiner maken dan Ppk. Het is niet echt, er kan nooit minder variatie op de lange termijn, omdat de lange termijn is het gebruik van alle gegevens niet alleen twee stukken van de gegevens van elke subgroep.
Evaluating process capability with Cp & Cpk mirror what is done (and why it is done) when following the Pp & Ppk approach. Het belangrijkste verschil is dat je Cp & Cpk gebruikt nadat een proces stabiliteit of statistische controle heeft bereikt.
Cpk vs Ppk
Ppk vertelt ons hoe een proces in het verleden heeft uitgevoerd en u kunt het niet gebruiken om de toekomst te voorspellen omdat het proces niet in een staat van controle is.
als een proces in statistische controle is;
de waarden voor Cpk en Ppk convergeren naar bijna dezelfde waarde omdat sigma en de standaarddeviatie van het monster identiek zullen zijn (gebruik een F-test om te bepalen).
met andere woorden, als Cpk == Ppk, is het proces waarschijnlijk in statistische controle.
als een proces niet onder statistische controle valt;
Cpk-en Ppk-waarden zullen duidelijk verschillen, misschien met een zeer brede marge.
Wat is het verschil tussen CP en Cpk?
CP vs Cpk
Cp en Cpk meten Hoe consistent je bent om rond je gemiddelde prestaties.
De ‘ k ‘staat voor’ centraliserende factor.’De index houdt rekening met het feit dat je gegevens misschien niet gecentreerd zijn.
Cpk vertelt ons wat een proces in de toekomst kan doen, ervan uitgaande dat het in een staat van statistische controle blijft.
de opname op een doel analogie
In een perfect gecentreerde dataset zal er geen verschil zijn tussen Cp en Cpk. Denk aan het gooien van darts op een dartbord en met het midden van de roos zijn de 0,0 op een Cartesiaans vlak en de randen zijn uit 3 eenheden van dat middelpunt (we zullen de rand van het dartbord of 3 en -3 gebruiken als onze USL en LSL). In een perfect gecentreerd monster van darts, zal de gemiddelde afstand van het centrum, of Mu, 0 zijn. Een beetje algebra zal ons laten zien dat je Cpk en Cp nummers hetzelfde uitkomen. Min((0 -3)/3s , (3-0)/3s) = (3 – -3)/6s = 1s .
dingen krijgen een beetje harrier wanneer de darts omhoog bewegen, laten we zeggen dat ze gecentreerd zijn op een gemiddelde van 2 eenheden boven het midden. Nu heb je een Cpk van (3-2)/3s = 1/3s, maar je Cp is nog steeds dezelfde 1s als voorheen. Het is belangrijk op te merken dat, omdat Cpk de minimale functie gebruikt, deze altijd gelijk of kleiner zal zijn dan de Cp voor dezelfde verzameling gegevens.
Wat is Cpk?
het parkeren van een auto in de Garage analogie
Als u denkt aan de muren van uw garage – waar u uw auto in moet passen – worden deze de klantspecificatielimieten. Als je voorbij die grenzen gaat, zal je crashen, en de klant zal niet blij zijn!
als uw proces veel variatie heeft, betekent dit dat het gemiddelde van het proces overal aanwezig is. Niet goed voor het parkeren van een auto, en niet goed voor een ander proces. Om uw parkeerproces de beste kans op succes te geven, moet u werken aan het verminderen van variatie en centrering.
als de auto te breed is voor de garage, helpt niets om het proces te centreren. Je moet de verspreiding van het proces te veranderen (maak de auto kleiner.)
als de auto veel kleiner is dan de garage, maakt het niet uit of je hem precies in het midden parkeert; hij past en je hebt voldoende ruimte aan beide kanten. Dat is een van de redenen waarom de Six sigma filosofie zich richt op het verwijderen van variatie in een proces.
Als u een proces hebt dat onder controle is en met weinig variatie, moet u in staat zijn om de auto gemakkelijk in de garage te parkeren en zo aan de eisen van de klant te voldoen. Cpk vertelt u de relatie tussen de grootte van de auto, de grootte van de garage en hoe ver weg van het midden van de garage u de auto geparkeerd.”
hoe Cpk te berekenen
Cpk is een maat om aan te geven hoeveel standaarddeviaties de specificatielimieten vanuit het midden van het proces zijn. Op sommige processen kun je dit visueel doen. Anderen vereisen een vergelijking.
om Cpk te vinden moet u een Z-score berekenen voor de bovenste specificatie limiet (z USL genoemd) en een Z-score voor de onderste specificatie limiet (z LSL genoemd).
omdat we proberen te meten hoeveel standaardafwijkingen passen tussen de middellijn en de specificatielimiet, moet u niet verbaasd zijn dat de waarde van die limieten, het procesgemiddelde en de standaardafwijking allemaal componenten zijn van de Z-berekening.
Cp is een afkorting. Er zijn eigenlijk twee delen; de bovenste en de onderste aangegeven Cpu en Cpl respectievelijk. Hun vergelijkingen zijn:
Cpl =(Process Mean-LSL)/(3*standaardafwijking)
Cpu = (USL – Process Mean)/(3 * standaardafwijking)
Cpk is slechts de kleinste waarde van de Cpl of Cpu aangegeven: Cpk= Min (Cpl, Cpu)
waarom delen we door 3 om Cpk te vinden?
we weten dat elke specificatie limiet een bovengrens en een ondergrens heeft. Omdat je weet dat 6 Sigma ‘ s-of 6 standaarddeviaties verantwoordelijk zijn voor bijna alle eventualiteiten op een proces (uitgaande van normale distributie) moet je niet verbaasd zijn om de “/ 3” te zien omdat we maar naar één kant van de distributie kijken.
Cpk berekenen met behulp van een Z-waarde
Als u een Z-waarde hebt, is de vergelijking zeer eenvoudig;
Cpk kan worden bepaald door de Z-score door drie te delen.
een z-score is hetzelfde als een standaardscore; het aantal standaardafwijkingen boven het gemiddelde.
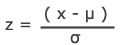
Z = x – gemiddelde van de populatie / standaardafwijking.
opmerkingen en kenmerken van Cpk
Cpk en gecentreerde processen
als een proces perfect gecentreerd is, heeft het een Cp van 1. Dat zou erop wijzen dat het gemiddelde 3 standaardafwijkingen van de bovengrens en de ondergrens was.
een perfect gecentreerd proces-een proces dat een gemiddelde heeft precies tussen de 2 specificatielimieten (wat betekent dat halverwege tussen de twee een Cpk van 1 heeft. Hoe is dit mogelijk? Laten we de wiskunde controleren.
als een proces perfect gecentreerd is, dan weten we dat het (USL – Process mean) hetzelfde is als het (Process Mean – LSL). Laten we dat A.
Z USL = USL – proces gemiddelde / standaardafwijking noemen. dan wordt Z USL = a/ standaardafwijking
Z LSL = Procesgemiddelde – LSL / standaardafwijking dan wordt Z LSL = A / standaardafwijking.
precies hetzelfde.
opmerkingen over Cpk
- Cpk meet hoe dicht een proces presteert in vergelijking met zijn specificatiegrenzen en houdt rekening met de natuurlijke variabiliteit van het proces.
- groter is beter. Hoe groter Cpk is, hoe minder waarschijnlijk het is dat een item buiten de specificatielimieten valt.
- wanneer Cpk negatief is, betekent dit dat een proces output produceert die buiten de grenzen van de klantspecificatie ligt.
- wanneer het gemiddelde van het proces buiten de klantspecificatielimieten ligt, zal de waarde van Cpk negatief zijn
- we willen over het algemeen een Cpk van ten minste 1,33 of hoger om de meeste klanten tevreden te stellen.
- Cpk kan een hogere en lagere waarde hebben.
- als de bovenste waarde 2 is en de onderste waarde 1, zeggen we dat het naar links is verschoven.
- Dit vertelt ons niets over of het proces stabiel is of niet.
- we moeten de laagste van de 2 waarden rapporteren.

Wat zijn goede waarden voor Cpk?
herinner je je de parkeergelegenheid in de garage analogie?
Cpk = negatief getal: uw proces zal regelmatig crashen de auto in de muur.
Cpk =0.5: je hebt een goede kans om de muur te raken bij het invoeren.
Cpk = 1: Uw auto kan net de dichtstbijzijnde rand van de ingang raken.
Cpk = 2: Geweldig! Je hebt grote bevoegdheid. U kunt de breedte van uw auto verdubbelen voordat u de zijkant van de garage raakt.
Cpk = 3: uitstekend! Je hebt uitstekende toegang. Je zou de breedte van je auto kunnen verdrievoudigen voordat je de zijkant van de garage raakt.
hoe CP
te berekenen net zoals u CP & Cpk gebruikt als een proces stabiel is en Pp & Ppk als een proces nieuw is, is de manier waarop u elk proces berekent ook een beetje anders.
laten we opnieuw Pp
Pp = (USL-LSL)/6* s
In Pp is s de standaardafwijking, of de ‘vetheid’ of dispersie van de belcurve.
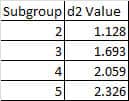
in Cp vervangen we s door en schatten we σr. Om dat te doen gebruiken we het Moving Range-concept van een bewegend R-staafdiagram of een XMR-grafiek. Dus, σr =
R Bar komt uit het bewegende bereik.
D2 geeft waarden weer die zijn afgeleid van de integratie van het gebied onder de normale curve. We gebruiken vaak een tabel die een D2 waarde geeft op basis van het aantal subgroepen in de steekproef.
CP houdt geen rekening met centrering.
Cp = (USL – LSL) /(6* σr)
Cp = (USL – LSL) / (6* R Bar/d2)
Cp voor Procesgemiddelde dicht bij USL
als het Procesgemiddelde (centrale tendens) dichter bij de USL ligt, gebruik dan:/, waarbij x(bar) het Procesgemiddelde is.
Cp voor Procesgemiddelde dicht bij LSL
als je Procesgemiddelde (centrale tendens) dichter bij de LSL ligt, Gebruik je: / , waarbij x(bar) het Procesgemiddelde is.
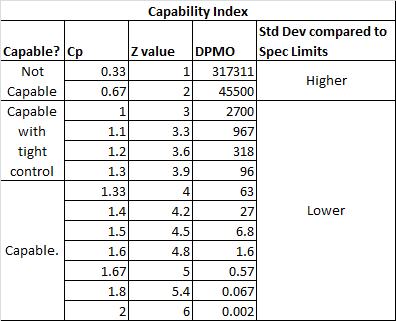
Capability Index
hoe hebben Cp, Z-waarden, DPMO , Specificatielimieten, standaardafwijking en Capability allemaal betrekking?
zie ook Z-waarden en process capability.
Notes on CP Values
- als de verhouding groter is dan één, dan is de Engineeringstolerantie groter dan de Process Spread het proces heeft dus de “potentie” om in staat te zijn (afhankelijk van het centreren van het proces).
- als de Processpread echter groter is dan de Engineeringstolerantie, dan zal de procesvariatie niet “passen” binnen de tolerantie en zal het proces niet geschikt zijn (zelfs als het proces goed gecentreerd is).
Capability Ratio Cr
De capability ratio is de inverse van Cp
Cr = 1 / CP=(6* σr)/(USL – LSL)
als Cr < 0,75, is het proces geschikt.
als Cr = 0,75-1,00, is het proces in staat met strakke controle.
als Cr >1, is het proces niet geschikt.
Notes on Relating Cp And Cpk
- als Cp = = Cpk, dan is het proces perfect gecentreerd. Indien perfect gecentreerd, Cp = = Cpk.
- omdat Cpk rekening houdt met centrering (waar Cp dat niet doet), kan Cpk nooit groter zijn dan Cp.
- beide gaan uit van een stabiel proces.
Process Capability Videos
Cpk Videos
grote, heldere, beknopte video over dit onderwerp.
” Als u een Cpk produceerde gelijk aan 1, dan kunt u verwachten dat u minstens 99,73% goede delen produceert.”
Lecture on Process Capability and SPC
ASQ Six Sigma Black Belt certification process capability questions:
vraag: gegevens die worden gebruikt bij de initiële opzet van een proces worden verondersteld een normale verdeling te hebben. Als het nominale (doel) in het centrum van de distributie wordt geplaatst en de specificatielimieten op ±3s van het centrum worden ingesteld, dan is Cpk gelijk aan:
Deze sectie vereist dat je een geslaagd bent voor je Six Sigma Examlid. Meld u aan of Meld u binnen enkele seconden aan met de knoppen hieronder!
inloggen op uw account
of
inschrijven voor uw Six Sigma examen
vragen, opmerkingen, problemen, zorgen? Laat een bericht in de reacties hieronder!
(a) -0,25
(B) 1,00
(C) 1,33
(D) 1,67
Deze sectie vereist dat u ingelogd bent.
ASQ Six Sigma Green Belt Certification Process Capability Questions:
Question: Bij het berekenen van de CP index, wat betekent de standaardafwijking in de formule Cp = (USL – LSL) / 6σ?
Deze sectie vereist dat je een geslaagd bent voor je Six Sigma Examlid. Meld u aan of Meld u binnen enkele seconden aan met de knoppen hieronder!
inloggen op uw account
of
inschrijven voor uw Six Sigma examen
vragen, opmerkingen, problemen, zorgen? Laat een bericht in de reacties hieronder!
(A) het tolerantieinterval
(B) het betrouwbaarheidsinterval voor het resultaat
(C) het bereik van het proces
(D) de variantie van de index
Deze sectie vereist dat u ingelogd bent.
CP, Cpk, Pp, Ppk oefenvragen en Z-diagrammen

oefening maakt perfect! Kosteloos Cp, Cpk, Pp, PPK oefenvragen.
bijdragers
-

i oorspronkelijk aangemaakt SixSigmaStudyGuide.com om me voor te bereiden op mijn eigen zwarte band examens. Overuren heb ik de site uitgebreid om tienduizenden Six Sigma belt kandidaten te helpen zich voor te bereiden op hun Green Belt & Black Belt examens. Ga hier om te leren hoe u uw Six Sigma examen de 1e keer door!
alle berichten weergeven