CPK és Cpk rövid távú potenciális képesség intézkedések egy folyamat. A Six Sigma – ban a folyamatok minőségét a sigma szempontjából szeretnénk leírni, mert ez egyszerű módot ad arra, hogy beszéljünk arról, hogy a különböző folyamatok képesek-e közös matematikai keretet használni. Más szavakkal, lehetővé teszi számunkra, hogy összehasonlítsuk az apple folyamatait a narancssárga folyamatokkal!
- Process Capability
- mielőtt elkezdenénk!
- mi a különbség a Cp, CPK és Pp, PPk között?
- CPK vs Ppk
- ha egy folyamat statisztikai ellenőrzés alatt áll;
- ha egy folyamat nincs statisztikai ellenőrzés alatt;
- mi a különbség a CPK és a Cpk között?
- CP vs Cpk
- cél analógia
- mi az a Cpk?
- A parkolás egy autó a garázsban analógia
- A CPK
- miért osztjuk 3 megtalálni Cpk?
- kiszámítása Cpk egy Z érték
- CPK
- CPK és Középfolyamatok
- Megjegyzések a Cpk-ről
- mik a jó értékek a Cpk számára?
- hogyan kell kiszámítani a Cp
- Cp a Folyamat azt Jelenti, közel USL
- CP folyamat azt jelenti, közel LSL
- Képességindex
- Megjegyzések Cp Értékek
- Cr
- Megjegyzések a vonatkozó Cp és Cpk
- Folyamatképességi Videók
- CPK Videók
- ASQ Six Sigma black belt certification process capability kérdések:
- ASQ Six Sigma Green Belt tanúsítási folyamat képesség kérdések:
- Cp, Cpk, Pp, Ppk Practice Questions and Z Charts
- közreműködők
Process Capability
Ez egy hosszú cikk, de fontosnak tartottam, hogy a CPK és a Cpk együtt maradjanak. Először a Cpk, majd a Cp foglalkozik. Arra is vannak megjegyzések, hogy az egyenletek mit jelentenek valós teljesítmény értelemben, mit kell tudni mondani egy folyamatról a Cp és Cpk értékektől függően. Ha nem találja meg, amit keres, kérjük, tudassa velem az alábbi megjegyzésekben.
mielőtt elkezdenénk!
ezt a cikket azért írták, hogy hat Sigma Zöld öves és fekete öves jelölt felkészülhessen a vizsgákra, illetve teljesíthesse azokat.
Ha ez te vagy, hagyj egy megjegyzést alább, vagy lépj kapcsolatba velem, és tudasd velem, hogy melyik szervezetnek és melyik övnek tanulsz. Ez segít nekem, hogy a cikk még jobb az Ön számára.
Ha tanul valami mást, kérjük, hagyjon megjegyzést, vagy lépjen kapcsolatba velem, és tudassa velem, hogy mit tanul. Újra, ez segít nekem, hogy a cikk jobb neked, meg mindenki másnak. Kösz, Ted.
mi a különbség a Cp, CPK és Pp, PPk között?
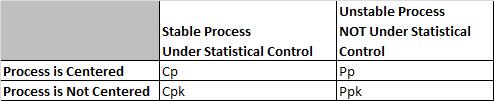
CP és Cpk nevezzük Folyamatképességnek. A PPK-t és a Ppk-t Folyamatteljesítménynek nevezik. Mindkét esetben meg akarjuk próbálni ellenőrizni, hogy a folyamat megfelel-e az ügyfél CTQs (követelmények) követelményeinek.
Cp, és CPK használják a folyamat képesség. Általában ezt akkor használja, ha egy folyamat statisztikai ellenőrzés alatt áll. Ez gyakran egy érett folyamattal történik, amely már egy ideje körül van. Process capability használja a folyamat sigma érték határozza meg akár a mozgó tartomány, tartomány vagy Sigma vezérlő diagramok
Pp és PPk használják a folyamat teljesítményét. Általában ezt akkor használja, ha egy folyamat túl Új ahhoz, hogy meghatározza, hogy statisztikai ellenőrzés alatt áll-e. Ex. van egy rövid gyártás előtti futás,vagy új folyamatot vezet. Mivel nincs sok Történelmi adat, nagy mintákat veszünk a folyamatból, hogy figyelembe vegyük a variációt. A folyamat teljesítménye általában a minta sigma-t használja számításában.
elméletileg a Cpk mindig nagyobb vagy egyenlő lesz a Ppk-vel. Vannak anomáliák láttam, amikor a minta mérete kicsi, az adatok képviseli egy rövid ideig, ahol becslése használatával R eltúlozni a szórás, hogy Cpk kisebb, mint Ppk. Ez nem valós, hosszú távon soha nem lehet kevesebb változás, mivel a hosszú távú az összes adatot használja, nem csak két adatot minden alcsoportból.
Folyamatképesség értékelése Cp &CPK tükör mi történik (és miért történik) a Pp Ppk megközelítés követésekor. A fő különbség az, hogy CP & Cpk-t használ, miután egy folyamat elérte a stabilitást vagy a statisztikai ellenőrzést.
CPK vs Ppk
a Ppk elmondja, hogy egy folyamat hogyan teljesített a múltban, és nem tudja használni megjósolni a jövőt, mert a folyamat nincs kontroll állapotban.
ha egy folyamat statisztikai ellenőrzés alatt áll;
a Cpk és a Ppk értékei közel ugyanarra az értékre konvergálnak, mivel a sigma és a minta szórása azonos lesz (F teszt segítségével határozzuk meg).
más szóval, ha CPK == Ppk, a folyamat valószínűleg statisztikai ellenőrzés.
ha egy folyamat nincs statisztikai ellenőrzés alatt;
a Cpk és a Ppk értékek határozottan eltérőek lesznek, talán egy nagyon széles margóval.
mi a különbség a CPK és a Cpk között?
CP vs Cpk
CP és Cpk mérik, hogy mennyire következetes az átlagos teljesítmény körül.
a ” k “jelentése” központosító tényező.”Az index figyelembe veszi azt a tényt, hogy az adatok talán nem középre.
a Cpk elmondja nekünk, hogy egy folyamat mire képes a jövőben, feltételezve, hogy statisztikai ellenőrzés állapotában marad.
cél analógia
egy tökéletesen központosított adatkészletben a CP és a Cpk között nem lesz különbség. Hiszem, hogy dobja a darts egy dart tábla, illetve, hogy a központ a bika szeme a 0,0 a descartes-féle gépet, majd a széleit, hogy 3 egység a középpont (fogjuk használni a szélén a dart tábla, vagy 3, -3, mint az USL pedig ISI). Egy tökéletesen központosított mintában a darts, az átlagos távolság a központtól, vagy Mu, 0 lesz. Egy kis algebra megmutatja, hogy a Cpk és Cp számok ugyanolyanok. Min((0 – -3)/3s , (3-0)/3s) = (3 – – -3)/6s = 1s .
a dolgok kicsit keményebbek lesznek, amikor a darts felfelé mozog, mondjuk, hogy átlagosan 2 egység van a központ felett. Most a végén egy Cpk (3-2)/3s = 1 / 3s, de a Cp még mindig ugyanaz 1s, mint korábban. Fontos megjegyezni, hogy mivel a Cpk a minimális funkciót használja, mindig azonos vagy kisebb lesz, mint a Cp ugyanazon adatkészletnél.
mi az a Cpk?
A parkolás egy autó a garázsban analógia
Ha úgy gondolja, a falak a garázs-ahol meg kell, hogy illeszkedjen az autó – válnak az ügyfél specifikáció határértékek. Ha túllépi ezeket a korlátokat, összeomlik, és az ügyfél nem lesz boldog!
Ha a folyamat sok variációval rendelkezik, ez azt jelenti, hogy a folyamat átlaga mindenütt megtalálható. Nem jó egy autó parkolásához, és nem jó semmilyen más folyamathoz. Annak érdekében, hogy a parkolási folyamat a legjobb esélye a sikerre, meg kell dolgozni csökkentése variáció központosító.
Ha az autó túl széles a garázshoz, akkor semmi sem segít a folyamat központosításában. Meg kell változtatni a diszperzió a folyamat (hogy az autó kisebb.)
Ha az autó sokkal kisebb, mint a garázs, akkor nem számít, hogy pontosan középen parkolja-e; elfér, és mindkét oldalon rengeteg hely van. Ez az egyik oka annak, hogy a six sigma filozófia a folyamat variációjának eltávolítására összpontosít.
ha van egy folyamat, amely az irányítást, és kevés variáció, képesnek kell lennie arra, hogy parkolni az autó könnyen a garázsban, így megfelelnek az ügyfél igényeinek. A Cpk elmondja, hogy milyen összefüggés van az autó mérete, a garázs mérete és a garázs közepétől milyen messze parkolt az autó.”
A CPK
Cpk kiszámítása olyan intézkedés, amely megmutatja, hogy a specifikációs határértékek hány szórást mutatnak a folyamat közepétől. Egyes folyamatokon ezt vizuálisan megteheti. Mások egyenletet igényelnek.
a Cpk megkereséséhez ki kell számítania egy Z pontszámot a felső specifikációs határértékre (z USL), valamint egy Z pontszámot az alsó specifikációs határértékre (z LSL).
mivel megpróbáljuk mérni, hogy hány szórás illeszkedik a középvonal és a specifikációs határ között, nem szabad meglepődnie, hogy ezeknek a határértékeknek az értéke, a folyamat átlaga, a szórás pedig a Z számítás összes összetevője.a
Cp rövidítés. Valójában két rész van; a felső, az alsó pedig a Cpu-t, illetve a Cpl-t jelöli. Egyenleteik a következők:
Cpl = (Process Mean-LSL)/(3*Standard Deviation)
Cpu = (USL – Process Mean)/(3*Standard Deviation)
Cpk csupán a legkisebb értéke a CPL vagy Cpu jelölt: CPK= Min (CPL, Cpu)
miért osztjuk 3 megtalálni Cpk?
tudjuk, hogy minden specifikációs határértéknek felső és alsó határa van. Mert tudod, hogy 6 legénység – vagy 6 szórás figyelembe közel minden eshetőségre egy folyamat (feltételezve, hogy a normális eloszlás) ne lepődj meg, hogy a “/ 3” mert nézünk, csak az egyik oldalon tekinthető meg.
kiszámítása Cpk egy Z érték
Ha van egy Z érték, az egyenlet nagyon egyszerű;
Cpk lehet meghatározni elosztjuk a Z pontszám három.
A z pontszám megegyezik a standard pontszámmal; az átlag feletti szórások száma.
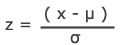
Z = x – a népesség/szórás átlaga.
CPK
CPK és Középfolyamatok
Ha egy folyamat tökéletesen középre van állítva, akkor Cp értéke 1. Ez azt jelzi, hogy az átlag 3 szórás volt a felső határtól és az alsó határtól.
egy tökéletesen központosított folyamat-egy olyan folyamat, amelynek átlaga pontosan a 2 specifikációs határ között van (ami azt jelenti, hogy a kettő között félúton 1 Cpk lesz. Hogy lehetséges ez? Nézzük meg a matekot.
Ha egy folyamat tökéletesen középre van állítva, akkor tudjuk, hogy a (USL – Process mean) megegyezik a (Process Mean – LSL) értékkel. Nevezzük ezt A.
Z USL = USL-Process Mean / Standard Deviation. ezután z USL = A/ Standard Deviation
Z LSL = Process Mean-LSL / Standard Deviation akkor válik Z LSL = A / Standard Deviation.
pontosan ugyanaz a dolog.
Megjegyzések a Cpk-ről
- Cpk azt méri, hogy a folyamat mennyire közel van a specifikációs határértékekhez képest, és figyelembe veszi a folyamat természetes változékonyságát.
- nagyobb jobb. Minél nagyobb a Cpk, annál kevésbé valószínű, hogy bármely elem a specifikációs határokon kívül esik.
- ha a CPK negatív, ez azt jelenti, hogy egy folyamat olyan kimenetet hoz létre, amely kívül esik az ügyfél specifikációs korlátain.
- Ha a folyamat átlaga az ügyfél specifikációján kívül esik, a CPK értéke negatív lesz
- általában legalább 1, 33 vagy annál magasabb Cpk-t akarunk kielégíteni a legtöbb ügyfél számára.
- a Cpk felső és alsó értéke lehet.
- ha a felső érték 2, az alsó pedig 1, azt mondjuk, hogy balra tolódott.
- ez nem mond semmit arról, hogy a folyamat stabil-e vagy sem.
- a 2 érték közül az alsó értéket kell jelentenünk.

mik a jó értékek a Cpk számára?
emlékszik a parkoló a garázsban analógia?
CPK = negatív szám: a folyamat rendszeresen összeomlik az autó a falba.
Cpk = 0.5: van egy jó esély üti a falat bejegyzés.
Cpk =1: az autó lehet, hogy csak megérinti a bejegyzés legközelebbi szélét.
Cpk = 2: nagyszerű! Nagy az engedélyed. Megduplázhatja az autó szélességét, mielőtt eléri a garázs oldalát.
Cpk = 3: kiváló! Kiváló az engedélyed. Megháromszorozhatja az autó szélességét, mielőtt a garázs oldalára érne.
hogyan kell kiszámítani a Cp
– t, ahogy a CP & Cpk-t használja, ha egy folyamat stabil, és Pp & Ppk ha egy folyamat Új, akkor az egyes számítások módja is egy kicsit más.
nézzük újra Pp
Pp = (USL-LSL)/6* s
Pp, s a szórás, vagy a “zsírosság” vagy diszperziós a harang görbe.
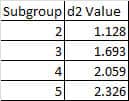
Cp-ben az S-t helyettesítjük a σ-val, és becsüljük meg a σr-t. Ehhez kihasználjuk a mozgó tartomány fogalmát egy mozgó R sávdiagramról vagy egy XMR diagramról. Tehát σr =
R sáv a mozgó tartományból származik.
D2 a normál görbe alatti terület integrálásából származó értékeket tükrözi. Gyakran használunk egy táblázatot, amely d2 értéket ad annak alapján, hogy hány alcsoport volt a mintában.
Cp nem veszi figyelembe a központosítást.
Cp = (USL – ISI) / ( 6* σr )
Cp = (USL – ISI) / ( 6* R Bar / d2 )
Cp a Folyamat azt Jelenti, közel USL
Ha a Folyamat Jelenti (központi tendencia) közelebb van az USL használja: / , ahol x(bar) az a Folyamat, Értem.
CP folyamat azt jelenti, közel LSL
Ha a folyamat átlagos (központi tendencia) közelebb van az LSL, használat: / , ahol x(bar) a folyamat átlagos.
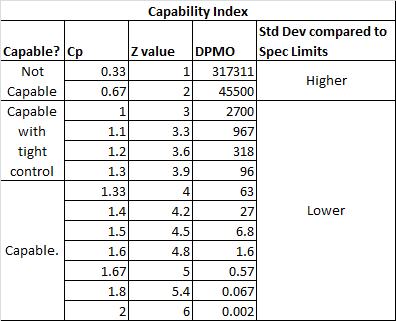
Képességindex
hogyan viszonyulnak a Cp, Z értékek, DPMO , specifikációs korlátok, szórás és képesség mind?
Lásd még: Z értékek és folyamatképesség.
Megjegyzések Cp Értékek
- Ha az arány nagyobb, mint egy, akkor a Mérnöki Tolerancia nagyobb, mint a Folyamat Terjedését, így a folyamat a “lehetséges”, hogy képes legyen (attól függően, hogy a folyamat központosító).
- Ha azonban a folyamat terjedése nagyobb, mint a mérnöki tolerancia, akkor a folyamatváltozat nem” illeszkedik ” a toleranciába, és a folyamat nem lesz képes (még akkor sem, ha a folyamat megfelelően van központosítva).
Cr
Képességarány a CP
Cr = 1 / Cp = ( 6* σr)/(USL – LSL)
Ha Cr < 0.75, a folyamat képes.
Ha Cr = 0,75 – 1,00, a folyamat képes szoros ellenőrzés.
Ha Cr>1, A folyamat nem képes.
Megjegyzések a vonatkozó Cp és Cpk
- Ha Cp == Cpk, akkor a folyamat tökéletesen középre. Ha tökéletesen központosított, Cp = = Cpk.
- mivel a Cpk a központosítást jelenti (ahol a Cp nem), a Cpk soha nem lehet nagyobb, mint a Cp.
- mindkettő stabil folyamatot feltételez.
Folyamatképességi Videók
CPK Videók
nagyszerű, világos, tömör videó erről a témáról.
“Ha a termelő a Cpk egyenlő 1-gyel, mint remélni lehetett, hogy készítsen legalább 99.73% jó részek.”
ASQ Six Sigma black belt certification process capability kérdések:
kérdés: a folyamat kezdeti beállításakor használt adatok feltételezhetően normál eloszlásúak. Ha a névleges (cél) az eloszlás közepén van beállítva, a specifikációs határértékek pedig a középponttól ±3s-re vannak beállítva, akkor a Cpk egyenlő:
Ez a szakasz megköveteli, hogy a Pass a hat Sigma vizsga tagja. Jelentkezzen be vagy regisztráljon másodpercben az alábbi gombokkal!
Bejelentkezés fiókjába
vagy
beiratkozik át a Six Sigma vizsga
Kérdések, megjegyzések, problémák, aggodalmak? Kérjük, hagyjon megjegyzést az alábbi megjegyzésekben!
(A) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
Ez a szakasz megköveteli, hogy bejelentkezzen.
ASQ Six Sigma Green Belt tanúsítási folyamat képesség kérdések:
kérdés: A CP index kiszámításakor mit jelent a szórás a CP = (USL – LSL) / 6σ képletben?
Ez a szakasz megköveteli, hogy a Pass a hat Sigma vizsga tagja. Jelentkezzen be vagy regisztráljon másodpercben az alábbi gombokkal!
Bejelentkezés fiókjába
vagy
beiratkozik át a Six Sigma vizsga
Kérdések, megjegyzések, problémák, aggodalmak? Kérjük, hagyjon megjegyzést az alábbi megjegyzésekben!
(A) A tolerancia intervallum
(B) az eredmény konfidencia intervalluma
(C) a folyamat tartománya
(D) az index varianciája
Ez a szakasz megköveteli, hogy bejelentkezzen.
Cp, Cpk, Pp, Ppk Practice Questions and Z Charts

gyakorlat teszi a mestert! Ingyenes CP, Cpk, Pp, Ppk gyakorlati kérdések.
közreműködők
-

SixSigmaStudyGuide.com hogy felkészüljek a saját fekete öves vizsgáimra. Túlóra nőttem a helyszínen, hogy segítsen tízezer hat Sigma öv jelöltek felkészülni a zöld öv & fekete öv vizsgák. Menj ide, hogy megtanulják, hogyan kell átadni a hat Sigma vizsga az 1. alkalommal keresztül!
összes bejegyzés megtekintése