Cp y Cpk se consideran medidas de capacidad potencial a corto plazo para un proceso. En Six Sigma queremos describir la calidad de los procesos en términos de sigma porque esto nos da una manera fácil de hablar de cuán capaces son los diferentes procesos que utilizan un marco matemático común. En otras palabras, nos permite comparar los procesos de apple con los procesos de Orange.
- Capacidad de proceso
- Antes de Comenzar!
- ¿Cuál es la diferencia entre Cp, Cpk y Pp, PPk?
- Cpk vs Ppk
- Si un proceso está en control estadístico;
- Si un proceso NO está bajo control estadístico;
- ¿Cuál es la diferencia entre Cp y Cpk?
- Cp vs Cpk
- La analogía de disparar a un objetivo
- ¿Qué es Cpk?
- La analogía de Aparcar un coche en el garaje
- Cómo calcular Cpk
- ¿Por qué estamos dividiendo por 3 para encontrar Cpk?
- Calcular Cpk usando un Valor Z
- Notas y Características de Cpk
- Cpk y Procesos centrados
- Notas sobre Cpk
- ¿cuáles son los Buenos Valores de Cpk?
- Cómo calcular Cp
- Cp para una Media de proceso cercana a USL
- Cp para una Media de proceso cercana a LSL
- Índice de capacidad
- Notas sobre los valores Cp
- Relación de capacidad Cr
- Notas sobre la Relación de Cp y Cpk
- Videos de capacidad de proceso
- Videos Cpk
- Conferencia sobre Capacidad de proceso y SPC
- Capacidad del proceso de certificación ASQ Six Sigma Black Belt Preguntas:
- Preguntas sobre la Capacidad del Proceso de Certificación ASQ Six Sigma Green Belt:
- Preguntas de práctica Cp, Cpk, Pp, Ppk y Gráficos Z
- Colaboradores
Capacidad de proceso
Este es un artículo largo, pero pensé que era importante mantener Cp y Cpk juntos. Cpk se dirige primero, luego Cp. También hay notas de cuna sobre lo que significan las ecuaciones en un sentido de rendimiento real, lo que debe ser capaz de decir sobre un proceso dependiendo de los valores de Cp y Cpk y más. Si no encuentra lo que está buscando, hágamelo saber en las notas a continuación.
Antes de Comenzar!
Este artículo fue escrito para ayudar a los candidatos de Cinturón Verde y Cinturón Negro de Six Sigma a prepararse y aprobar sus exámenes.
Si eres tú, déjame un comentario a continuación o ponte en contacto conmigo y hazme saber para qué organización y cinturón estás estudiando. Esto me ayudará a hacer que el artículo sea aún mejor para ti.
Si estás estudiando para otra cosa, por favor deja un comentario o contáctame y hazme saber para qué estás estudiando. De nuevo, esto me ayudará a hacer que el artículo sea mejor para ti y para todos los demás. Gracias, Ted.
¿Cuál es la diferencia entre Cp, Cpk y Pp, PPk?
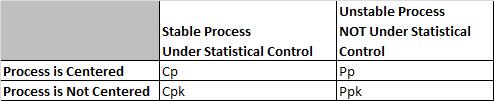
Cp y Cpk se llama Capacidad del Proceso. Pp y Ppk se denominan Rendimiento del proceso. En ambos casos, queremos intentar verificar si el proceso puede cumplir con los CTQ (requisitos) del cliente.
Cp, y Cpk se utilizan para la Capacidad de proceso. Por lo general, se utiliza cuando un proceso está bajo control estadístico. Esto sucede a menudo con un proceso maduro que ha existido por un tiempo. La capacidad del proceso utiliza el valor sigma del proceso determinado a partir de los gráficos de control de Rango Móvil, Rango o Sigma
Pp y PPk se utilizan para el Rendimiento del Proceso. Generalmente se usa cuando un proceso es demasiado nuevo para determinar si está bajo control estadístico. Ex. hay una corta preproducción o está probando un nuevo proceso. Debido a que no hay muchos datos históricos, tomamos muestras grandes del proceso para tener en cuenta la variación. El rendimiento del proceso generalmente utiliza sigma de muestra en su cálculo.
En teoría, Cpk siempre será mayor o igual a Ppk. Se observan anomalías cuando el tamaño de la muestra es pequeño y los datos representan un corto período de tiempo en el que la estimación utilizando R sobrestimará la desviación estándar y hará que Cpk sea más pequeño que Ppk. No es real, nunca puede haber menos variación a largo plazo, ya que a largo plazo se utilizan todos los datos, no solo dos piezas de datos de cada subgrupo.
Evaluar la capacidad del proceso con Cp & Cpk refleja lo que se hace (y por qué se hace) al seguir el enfoque Pp & Ppk. La principal diferencia es que utiliza Cp & Cpk después de que un proceso haya alcanzado la estabilidad o el control estadístico.
Cpk vs Ppk
Ppk nos dice cómo se ha desempeñado un proceso en el pasado y no puede usarlo para predecir el futuro porque el proceso no está en un estado de control.
Si un proceso está en control estadístico;
Los valores de Cpk y Ppk convergerán a casi el mismo valor porque sigma y la desviación estándar de la muestra serán idénticos (use una prueba F para determinar).
En otras palabras, si Cpk = = Ppk, es probable que el proceso esté en control estadístico.
Si un proceso NO está bajo control estadístico;
Los valores de Cpk y Ppk serán claramente diferentes, quizás por un margen muy amplio.
¿Cuál es la diferencia entre Cp y Cpk?
Cp vs Cpk
Cp y Cpk miden la consistencia con respecto a su rendimiento promedio.
La ‘ k ‘significa’ factor de centralización.»El índice tiene en cuenta el hecho de que sus datos tal vez no estén centrados.
Cpk nos dice lo que un proceso es capaz de hacer en el futuro, suponiendo que permanezca en un estado de control estadístico.
La analogía de disparar a un objetivo
En un conjunto de datos perfectamente centrado, no habrá diferencia entre Cp y Cpk. Piense en lanzar dardos a un tablero de dardos y que el centro del blanco sea el 0,0 en un plano cartesiano y los bordes estén a 3 unidades de ese punto central (usaremos el borde del tablero de dardos o 3 y -3 como nuestro USL y LSL). En una muestra perfectamente centrada de dardos, su distancia promedio desde el centro, o Mu, será 0. Un poco de álgebra nos mostrará que los números Cpk y Cp son iguales. Min((0 – -3)/3s , (3-0)/3s) = (3 – -3)/6s = 1s .
Las cosas se ponen un poco más fuertes cuando los dardos se mueven hacia arriba, digamos que se centran en un promedio de 2 unidades por encima del centro. Ahora terminas con un Cpk de (3-2)/3s = 1 / 3s, pero tu Cp sigue siendo el mismo 1s que antes. Es importante tener en cuenta que debido a que Cpk usa la función mínima, siempre será igual o menor que Cp para el mismo conjunto de datos.
¿Qué es Cpk?
La analogía de Aparcar un coche en el garaje
Si piensas en las paredes de tu garaje, donde tienes que colocar tu coche, se convierten en los límites de las especificaciones del cliente. Si pasas esos límites, te estrellarás, ¡y el cliente no estará contento!
Si su proceso tiene mucha variación, eso significa que el promedio del proceso está en todas partes. No es bueno para estacionar un auto, y no es bueno para ningún otro proceso. Para darle a su proceso de estacionamiento la mejor oportunidad de éxito, debe trabajar en reducir la variación y el centrado.
Si el coche es demasiado ancho para el garaje, nada de lo que hagas para centrar el proceso ayudará. Tienes que cambiar la dispersión del proceso (hacer el coche más pequeño.)
Si el coche es mucho más pequeño que el garaje, no importa si lo estacionas exactamente en el medio; se ajustará y tendrás mucho espacio a cada lado. Esa es una de las razones por las que la filosofía six sigma se centra en eliminar la variación en un proceso.
Si tiene un proceso que está en control y con poca variación, debe poder estacionar el automóvil fácilmente dentro del garaje y, por lo tanto, cumplir con los requisitos del cliente. Cpk le indica la relación entre el tamaño del automóvil, el tamaño del garaje y la distancia del centro del garaje a la que estacionó el automóvil.»
Cómo calcular Cpk
Cpk es una medida para mostrar cuántas desviaciones estándar hay en los límites de especificación desde el centro del proceso. En algunos procesos se puede hacer esto visualmente. Otros requieren una ecuación.
Para encontrar Cpk, debe calcular una puntuación Z para el límite de especificación superior (llamado Z USL) y una puntuación Z para el límite de especificación inferior (llamado Z LSL).
Dado que estamos tratando de medir cuántas desviaciones estándar caben entre la línea central y el límite de especificación, no debería sorprenderle que el valor de esos límites, la media del proceso y la desviación estándar sean componentes del cálculo Z.
Cp es una abreviatura. En realidad, hay dos partes; la Cpu superior e inferior y la Cpl, respectivamente. Sus ecuaciones son:
Cpl = (Media de proceso – LSL)/(3*Desviación estándar)
Cpu = (USL – Media de proceso)/(3*Desviación estándar)
Cpk es simplemente el valor más pequeño de la Cpl o Cpu denotado: Cpk= Min (Cpl, Cpu)
¿Por qué estamos dividiendo por 3 para encontrar Cpk?
sabemos que cualquier límite de especificación tiene un límite superior y un límite inferior. Como sabe que 6 sigmas o 6 desviaciones estándar representan casi todas las eventualidades de un proceso (suponiendo una distribución normal), no debería sorprenderse de ver el «/ 3» porque estamos mirando solo un lado de la distribución.
Calcular Cpk usando un Valor Z
Si tiene un valor Z, la ecuación es muy fácil;
Cpk se puede determinar dividiendo la puntuación Z por tres.
Una puntuación z es la misma que una puntuación estándar; el número de desviaciones estándar por encima de la media.
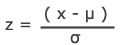
Z = x – media de la población y / o la desviación estándar.
Notas y Características de Cpk
Cpk y Procesos centrados
Si un proceso está perfectamente centrado, tiene un Cp de 1. Eso indicaría que la media estaba a 3 desviaciones estándar del límite superior y del límite inferior.
Un proceso perfectamente centrado: un proceso que tiene una media exactamente entre los 2 límites de especificación (lo que significa que a mitad de camino entre los dos tendrá un Cpk de 1. ¿Cómo es posible? Revisemos los cálculos.
Si un proceso está perfectamente centrado, entonces sabemos que la (Media del proceso USL) es igual a la (Media del proceso LSL). Llamémoslo A.
Z USL = Media / Desviación Estándar del Proceso USL. luego se convierte en Z USL = A / Desviación estándar
Z LSL = Media del proceso-LSL / Desviación Estándar y luego se convierte en Z LSL = A / Desviación Estándar.
exactamente lo mismo.
Notas sobre Cpk
- Cpk mide el rendimiento de un proceso en comparación con sus límites de especificación y tiene en cuenta la variabilidad natural del proceso.
- más Grande es mejor. Cuanto más grande es Cpk, menos probable es que cualquier elemento esté fuera de los límites de especificación.
- Cuando Cpk es negativo, significa que un proceso producirá una salida que está fuera de los límites de las especificaciones del cliente.
- Cuando la media del proceso está fuera de los límites de las especificaciones del cliente, el valor de Cpk será negativo
- Generalmente queremos un Cpk de al menos 1.33 o superior para satisfacer a la mayoría de los clientes.
- Cpk puede tener un valor superior e inferior reportado.
- Si el valor superior es 2 y el inferior es 1, decimos que se ha desplazado a la izquierda.
- Esto no nos dice nada sobre si el proceso es estable o no.
- Debemos reportar el menor de los 2 valores.

¿cuáles son los Buenos Valores de Cpk?
¿Recuerdas la analogía del aparcamiento en el garaje?
Cpk = Número negativo: Su proceso chocará regularmente el automóvil contra la pared.
Cpk = 0.5: Tienes una buena probabilidad de golpear la pared al entrar.
Cpk =1: Tu coche puede estar tocando el borde más cercano de la entrada.
Cpk = 2: ¡Genial! Tienes una gran autorización. Podrías doblar el ancho de tu auto antes de golpear el lado del garaje.
Cpk = 3: ¡Excelente! Tiene una autorización excelente. Podrías triplicar el ancho de tu auto antes de golpear el lado del garaje.
Cómo calcular Cp
Al igual que usa Cp & Cpk cuando un proceso es estable y Pp & Ppk cuando un proceso es nuevo, la forma de calcular cada uno también es un poco diferente.
Volvamos a Pp
Pp = (USL – LSL)/6* s
En Pp, s es la desviación estándar, o la ‘gordura’ o dispersión de la curva de campana.
En Cp, reemplazamos s con y estimamos σ que llamamos σr. Para ello, aprovechamos el concepto de Rango Móvil de un gráfico de barras R móvil o un Gráfico XMR. Por lo tanto, σr =
La barra R proviene del rango Móvil.
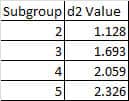
D2 refleja valores derivados de la integración del área bajo la curva normal. A menudo usamos una tabla que da un valor d2 basado en cuántos subgrupos había en la muestra.
Cp no tiene en cuenta para el centrado.
Cp = (USL-LSL) /(6* σr)
Cp = (USL – LSL) / (6 * Barra R/d2)
Cp para una Media de proceso cercana a USL
Si su Media de Proceso(tendencia central) está más cercana a USL, use:/, donde x (barra) es la Media de Proceso.
Cp para una Media de proceso cercana a LSL
Si su Media de Proceso(tendencia central) está más cercana a LSL, use: / , donde x (barra) es la Media de proceso.
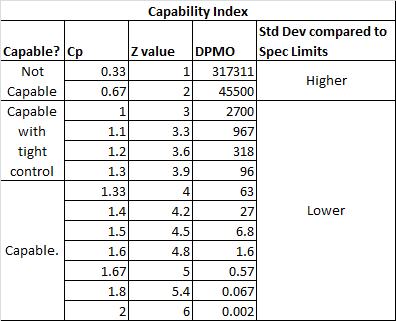
Índice de capacidad
¿Cómo se relacionan los valores Cp, Z, DPMO , Límites de Especificación, Desviación Estándar y Capacidad?
También consulte valores Z y capacidad de proceso.
Notas sobre los valores Cp
- Si la relación es mayor que la tolerancia de ingeniería es mayor que la Dispersión del proceso, por lo que el proceso tiene el «potencial» de ser capaz (dependiendo del centrado del proceso).
- Sin embargo, si la Dispersión del proceso es mayor que la tolerancia de ingeniería, entonces la variación del proceso no «encajará» dentro de la tolerancia y el proceso no será capaz (incluso si el proceso está centrado apropiadamente).
Relación de capacidad Cr
La relación de capacidad es la inversa de Cp
Cr = 1/ Cp = ( 6* σr ) / (USL – LSL)
Si Cr < 0.75, el proceso es capaz.
Si Cr = 0.75-1.00, el proceso es capaz con un control estricto.
Si Cr >1, el proceso no es capaz.
Notas sobre la Relación de Cp y Cpk
- Si Cp = = Cpk, entonces el proceso está perfectamente centrado. Si está perfectamente centrado, Cp = = Cpk.
- Debido a que Cpk representa el centrado (donde Cp no lo hace), Cpk nunca puede ser mayor que Cp.
- Ambos asumen un proceso estable.
Videos de capacidad de proceso
Videos Cpk
Video excelente, claro y conciso sobre este tema.
«Si estuviera produciendo un Cpk igual a 1, podría esperar producir al menos un 99,73% de piezas buenas.»
Conferencia sobre Capacidad de proceso y SPC
Capacidad del proceso de certificación ASQ Six Sigma Black Belt Preguntas:
Pregunta: Se supone que los datos que se utilizan en la configuración inicial de un proceso tienen una distribución normal. Si el nominal (objetivo) se establece en el centro de la distribución, y los límites de especificación se establecen en ±3s desde el centro, entonces el Cpk es igual a:
Esta sección requiere que apruebes el Examen Six Sigma. ¡Inicia sesión o regístrate en segundos con los botones de abajo!
Inicie sesión en su cuenta
O
Inscríbase para Aprobar su Examen Six Sigma
¿Preguntas, comentarios, problemas, inquietudes? Por favor, deje una nota en los comentarios a continuación!
(A) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
Esta sección requiere que usted se registra en.
Preguntas sobre la Capacidad del Proceso de Certificación ASQ Six Sigma Green Belt:
Pregunta: Al calcular el índice Cp, ¿qué representa la desviación estándar en la fórmula Cp = (USL-LSL) / 6σ?
Esta sección requiere que apruebes el Examen Six Sigma. ¡Inicia sesión o regístrate en segundos con los botones de abajo!
Inicie sesión en su cuenta
O
Inscríbase para Aprobar su Examen Six Sigma
¿Preguntas, comentarios, problemas, inquietudes? Por favor, deje una nota en los comentarios a continuación!
(A) El intervalo de tolerancia
(B) El intervalo de confianza para el resultado
(C) El rango del proceso
(D) La varianza del índice
Esta sección requiere que usted se registra en.
Preguntas de práctica Cp, Cpk, Pp, Ppk y Gráficos Z

¡La práctica hace al maestro! Preguntas gratuitas de práctica de Cp, Cpk, Pp, Ppk.
Colaboradores
-

he creado originalmente SixSigmaStudyGuide.com para ayudarme a preparar mi propio cinturón Negro de exámenes. Con el tiempo, he ampliado el sitio para ayudar a decenas de miles de candidatos a cinturón Six Sigma a prepararse para sus exámenes Cinturón Verde & Cinturón Negro. Vaya aquí para aprender a aprobar su examen Six Sigma la 1ª vez.
Ver todos los mensajes