
Figura 1
La soldadura por arco de metal blindado puede no ser el primer proceso de soldadura que un soldador aprende en la escuela, pero sigue siendo una habilidad valiosa.
Oscar Kjellberg inventó el primer electrodo de soldadura recubierto del mundo en 1904 sumergiendo un cable desnudo en una mezcla de carbonatos (incluida pulpa de madera o celulosa) y silicatos para actuar como aglutinante. Si bien los avances en metalurgia, la composición del revestimiento de electrodos y las técnicas de fabricación continúan hasta el día de hoy, los principios fundamentales de la soldadura al arco de metal blindado (SMAW), también conocida comúnmente como soldadura por barra, permanecen. El revestimiento del electrodo proporciona:
- Protección de arco cuando el carbonato de calcio (CACO3) en el revestimiento se descompone a CAO y CO2 bajo calor de arco.
- La fuente principal del sistema de escoria, que soporta el charco de soldadura y ayuda a eliminar las impurezas del depósito de soldadura de metal fundido.
- Estabilidad del arco a través de elementos como el sodio y el potasio.
- Una fuente primaria de aleación y metal de relleno adicional.
El hecho de que un proceso sea antiguo no significa que no sea relevante. Los electrodos SMAW representan aproximadamente el 20 por ciento del mercado de metales de relleno. La cantidad de electrodos consumidos, estimada en alrededor de 150 a 200 millones de libras en América del Norte, dividida entre tipos de hidrógeno bajo y otros, se ha mantenido relativamente constante durante los últimos cinco años (véase la Figura 1). Esta demanda constante de electrodos SMAW apoya la premisa de que cada aplicación tiene un proceso de soldadura que funciona mejor, y cuando se trata de situaciones que requieren portabilidad y simplicidad, SMAW ofrece la mayoría de los beneficios, que se resumen en la Figura 2.
Principios fundamentales
El cable de núcleo en un electrodo SMAW puede ser una varilla estirada sólida, un material fundido o un cable de núcleo fabricado. El cable del núcleo conduce la corriente eléctrica al arco para fundir el metal base y proporciona el material de relleno para la junta de soldadura. El alambre del núcleo puede o no estar aleado. Los grados típicos de alambre de núcleo incluyen acero al carbono para electrodos de acero dulce y baja aleación y alambre de núcleo inoxidable 304L, 308L, 309L y 316L para electrodos de acero inoxidable.
También hay disponibles muchos cables especiales, incluidos los de aluminio y los de acumulación y revestimiento duro. Estos electrodos tienen una composición de hilo central que complementa el revestimiento y el diseño de electrodos para la clasificación y aplicación.
Las tres categorías principales de electrodos-celulosa, rutilo y básico (bajo en hidrógeno)—obtienen su nombre del tipo de revestimiento. Los recubrimientos de electrodos ayudan a optimizar el rendimiento para diversas aplicaciones al influir en la rapidez con que la escoria se congela, la penetración (profunda, media o leve) y la velocidad de deposición. El recubrimiento también contribuye a una buena iniciación del arco, rearranque fácil, control de charcos y un arco estable con salpicaduras mínimas.
Celulósico. El recubrimiento de un electrodo celulósico contiene hasta un 30 por ciento o más de harina de madera. El recubrimiento es relativamente delgado (del 12 al 15 por ciento del diámetro del electrodo) y produce una escoria delgada, fácilmente extraíble y de congelación rápida, adecuada para soldadura en todas las posiciones, incluyendo vertical hacia arriba y vertical hacia abajo. Los electrodos celulósicos proporcionan un arco de excavación / conducción con penetración profunda (ver Figura 3). El charco de soldadura moja y se extiende bien, demuestra excelentes propiedades mecánicas y tiene ondulaciones distintivas. Los electrodos celulósicos incluyen E6010, E7010 y E6011, que se usan típicamente para tuberías, barcazas, reparaciones agrícolas, trabajos de mantenimiento y placas sucias.
Rutilo. El rutilo es un mineral compuesto principalmente de dióxido de titanio. Los electrodos de rutilo, como los electrodos de acero inoxidable de clase E6013, E7014 y XXX-16, ofrecen un arco suave con una penetración más ligera que los electrodos celulósicos. La escoria se controla fácilmente, y el arco se enciende y se reengancha fácilmente, lo que ofrece un mayor atractivo para el soldador. Por lo general, se utilizan en aplicaciones generales de fabricación en las que no se requieren propiedades mecánicas para soldaduras críticas.
Básico. Los electrodos básicos ofrecen un arco con penetración media y excelentes propiedades mecánicas. El recubrimiento es polvo de hierro con bajo contenido de hidrógeno, TiO2, CaCO3 y CaF2 (fluoruro de calcio). El revestimiento es de espesor medio, y la adición de polvo de hierro aumenta la deposición. Se congela relativamente rápido para permitir la soldadura plana, horizontal, vertical y superior. Los electrodos básicos como el E7018 se utilizan para soldaduras críticas en construcciones de acero estructural, puentes, barcos y aplicaciones de petróleo y gas en alta mar donde las propiedades mecánicas son importantes.
La Figura 4 es un resumen de electrodos, características y composición.
Hasta ahora, los electrodos se han referido a su clasificación AWS, una combinación de letras y números que transmite información esencial y se imprime en el lado del electrodo (consulte la Figura 5). Tomando E7018 como ejemplo:
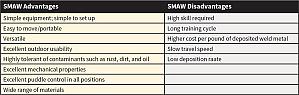
Figura 2
SMAW puede no ser el proceso de soldadura más productivo, pero es extremadamente versátil ya que se puede aplicar casi en cualquier lugar y puede entregar una unión sólida.
70 = Resistencia mínima, en este caso a
resistencia a la tracción superior a 70,000 PSI
1 = Capacidades de soldadura en todas las posiciones
8 = Características señaladas en la Fig. 2,
especialmente que funciona con corriente AC o DC+
H4 = Nivel de hidrógeno difusible
R = Máximo de 0,4 por ciento de humedad
en peso después de la exposición
El color del electrodo es principalmente cosmético y a menudo es el resultado de óxidos que se convierten en parte del sistema de escoria. No seleccione un electrodo por su color; confirme la clasificación de AWS y / o el nombre del electrodo mirando la impresión en el revestimiento. Para los curiosos, los colores significan lo siguiente:

Figura 3
Los electrodos celulósicos producen una capa de escoria delgada y fácilmente extraíble (el operador acaba de cepillar su guante sobre esta cuenta) y ondulaciones distintivas de cuentas.
Verde = óxido de cromo
Blanco = óxido de titanio
Azul = óxido de cobalto
Tan = ferrita de zinc y óxido de hierro
Manténgase centrado
El grosor del revestimiento en un electrodo puede variar de delgado (E6010) a grueso (E7024) dependiendo de si el revestimiento está diseñado para producir un sistema de escoria de congelación rápida o aportar elementos de relleno y aleación. Independientemente del grosor, un electrodo de calidad tiene un revestimiento concéntrico (ver Figura 6). De lo contrario, el arco puede vagar hacia un lado. Durante la soldadura, un cráter de recubrimiento ayuda a concentrar y dirigir la fuerza del arco y el metal fundido. Cuando el revestimiento no es concéntrico al hilo central, el electrodo se quema de manera desigual, dejando una proyección en el lado donde el revestimiento es más pesado. Esta afección a menudo se conoce como uñas de las manos. Los síntomas incluyen mala dirección del arco, cuentas de soldadura inconsistentes, apantallamiento deficiente y falta de penetración.
Luchando con la humedad
Hoy en día, los operadores ven electrodos E7018 con una designación H4R impresa en el revestimiento, lo que indica que puede usarse hasta nueve horas después de ser retirado del embalaje herméticamente sellado y aún depositar metal de soldadura con menos de 4 mililitros de hidrógeno difusible por 100 gramos de metal de soldadura depositado y tener una absorción de humedad inferior al 0,4 por ciento en el revestimiento después de la exposición. Al usarlos durante un turno de ocho horas, no necesita preocuparse de que estos electrodos H4R (consulte la Figura 7) hayan absorbido el exceso de humedad atmosférica, lo que podría promover el agrietamiento por hidrógeno y minimizar la necesidad de un carrito de varillas con calefacción.
Dicho esto, todos los electrodos requieren un almacenamiento y reacondicionamiento adecuados. El principal culpable del mal rendimiento de los electrodos es la humedad. Demasiada humedad en un electrodo E7018 podría provocar agrietamiento por hidrógeno. Cualquier recipiente abierto debe almacenarse a 225 a 300 grados F. Si es necesario, los electrodos con bajo contenido de hidrógeno se pueden reacondicionar horneando en un horno de varilla durante una hora a 700 grados F. Almacene siempre los electrodos con bajo contenido de hidrógeno por separado y no los almacene en el mismo horno de varilla con otros electrodos.
Con los electrodos celulósicos, que tienen entre un 4 y un 6 por ciento de humedad en su revestimiento (en comparación con un 0,4 por ciento en un E7018 H4R), una humedad demasiado baja podría impedir que el revestimiento produzca gas de protección adecuado y dar lugar a un rendimiento deficiente. Guarde el EXX10 y el EXX11 a temperatura ambiente en un recipiente hermético. Los electrodos de rutilo (EXX12, EXX13, EXX14 y EXX24) deben almacenarse a 100 a 150 grados F.
Si sospecha que los electrodos son viejos, es mejor desecharlos y comprarlos frescos. Si bien los paquetes más pequeños cuestan más por libra, al menos no se van a desperdiciar.
Fuentes de alimentación para SMAW
La revisión de todos los requisitos para seleccionar fuentes de alimentación SMAW por diversas aplicaciones debe ser objeto de un artículo separado, especialmente cuando se consideran máquinas de soldadura accionadas por motor. Sin embargo, como el enfoque actual está en la composición del electrodo, se debe tener en cuenta la conexión entre los electrodos y los controles que se encuentran comúnmente en muchas fuentes de energía populares basadas en inversores. Algunos de estos controles incluyen selección de electrodos, arranque en caliente ajustable y fuerza de arco ajustable.
Los controles de selección de electrodos le permiten, con solo pulsar un botón o girar una perilla, optimizar automáticamente la curva de voltios/amperios y las características de arco de la máquina para electrodos específicos (consulte la Figura 8). Las selecciones comunes incluyen aquellas que diferencian entre electrodos básicos, de rutilo y celulósicos. Anteriormente, tenía que seleccionar una máquina en particular y ajustar varios controles finos y gruesos para obtener el rendimiento y las características deseados.
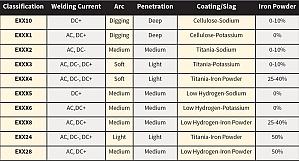
Figura 4
Debido a su capacidad para funcionar bien en aplicaciones de soldadura vertical y aérea, los electrodos de bajo hidrógeno son los consumibles más utilizados cuando se trata de SMAW.
El arranque en caliente aumenta la corriente más allá del valor establecido durante unos pocos milisegundos para ayudar a establecer el arco. Debido a que los electrodos E6010 y E6013 se iluminan fácilmente, no necesitan mucha ayuda; los electrodos E7018 se benefician de un arranque en caliente.
El control de fuerza de arco aumenta el amperaje cuando el voltaje cae por debajo de un cierto umbral, lo que le permite empujar el electrodo dentro de la junta sin que el electrodo se pegue. Debido a su arco de accionamiento, los electrodos E6010 no necesitan mucha intervención de control adicional. Sin embargo, los electrodos E7018 pueden beneficiarse de valores de fuerza de arco más altos. Al experimentar, comience con valores bajos o neutros y aumente gradualmente la cantidad en 5 o 10 puntos porcentuales.
Tenga en cuenta que los electrodos celulósicos requieren más voltaje que otros electrodos. Además, si utiliza lo que se llama una técnica de «látigo y pausa» para soldar verticalmente, la longitud del arco cambia y la fuente de energía de soldadura necesita mantener el arco establecido. Debido a esto, las fuentes de energía buenas para el funcionamiento de electrodos E6010 comparten dos características. En primer lugar, tienen un alto voltaje de circuito abierto (OCV), que es el voltaje en el electrodo antes de que se golpee el arco (no se está extrayendo corriente). Una analogía frecuente es que el OCV, y recuerde que el voltaje proporciona presión eléctrica, es como una manguera de jardín con el agua encendida y antes de abrir la boquilla. Una fuente de alimentación que proporciona una buena presión eléctrica garantiza mejores arranques de arco.
En segundo lugar, las buenas fuentes de energía para E6010 tienen un inductor grande. Un inductor resiste el cambio en la corriente eléctrica que pasa a través de él. Se dice que» mantienen la potencia «o actúan como una» reserva de marcha » para mantener el arco establecido mientras manipulas el electrodo. Las fuentes de energía convencionales y los generadores de soldadura utilizan grandes magnéticos, como alambre de cobre envuelto alrededor de un núcleo de ferrita. Las fuentes de energía basadas en inversores utilizan componentes electrónicos y magnéticos mucho más pequeños para minimizar el peso total.
Principios operativos
Cuando esté aprendiendo SMAW, independientemente del tipo de electrodo o de la fuente de alimentación, recuerde que los resultados se controlan administrando cinco variables:
- Corriente. Esto está configurado en el control de la fuente de alimentación.
- Ángulo de desplazamiento. Al soldar en las posiciones plana y horizontal, arrastre el electrodo en un ángulo de 5 a 10 grados. Al soldar verticalmente o por encima, empuje el electrodo en un ángulo de 5 a 10 grados.
- Longitud del arco. En general, esto no es más que el diámetro del electrodo y, más a menudo, de 1/16 a 3/32 pulg. largo. Para ver un ejemplo, véase la Figura 9. Recuerde que el voltaje es proporcional a la distancia. Acerque el electrodo para enfriar el charco y mantenga un arco más largo para aumentar el calor.
- velocidad de desplazamiento. Ajuste el recorrido para controlar el ancho del charco. Debe ser aproximadamente de 1,5 veces a no más de 2 veces el diámetro del electrodo.
- Manipulación. Pregunte a 10 operadores sobre su técnica de manipulación y recibirá 10 respuestas diferentes. Además, las técnicas varían según el tipo de electrodo, el amperaje, la posición, la configuración de la junta y si la soldadura es una pasada de raíz, relleno o tapa. Comience aprendiendo a usar una técnica de arrastre recto en una placa plana o tal vez agregando un movimiento circular apretado.
Comienzo básico
Para golpear un arco con cualquier electrodo, toque el electrodo donde va a comenzar el trabajo y luego agregue un ligero movimiento de levantamiento y rasguño para establecer la longitud del arco adecuada y evitar que el electrodo se pegue. Para electrodos celulósicos y de rutilo, puede avanzar después de establecer el arco. Sin embargo, es posible que los electrodos con bajo contenido de hidrógeno no protejan adecuadamente la soldadura durante el inicio del arco debido a la composición del revestimiento. Con estos electrodos, la técnica de inicio correcta implica golpear el arco de aproximadamente 3/16 pulg. (uno o dos diámetros de electrodo) delante de donde debe comenzar la soldadura. Después de establecer la longitud del arco, mueva el electrodo hacia atrás para atar la nueva soldadura con la anterior (o para fundir el borde posterior de la junta al hacer la soldadura inicial). Luego, avance para que el arco completamente establecido suelde sobre el punto del golpe de arco y lo consuma.
Si está aprendiendo SMAW por primera vez, es posible que desee optar por un electrodo de rutilo fácil de usar. Sin embargo, cualquier persona que planee soldar estructuras profesionales o críticas (y eso incluye implementos agrícolas) debe aprender con los electrodos utilizados para estas aplicaciones, y eso significa dominar los electrodos básicos y celulósicos.