
Obr. 1
Stíněné kovové obloukové svařování nemusí být první svařování svářeč se učí ve škole, ale to je stále cennou dovednost mít. Poptávka po těchto dovedností může opravdu vzlétnout s obnovou heavy-duty zhotovení aktivity v USA
Oscar Kjellberg vynalezl první na světě potažené svařovací elektrody v roce 1904 máčením holý drát do směsi uhličitanů (včetně dřeva, buničiny, nebo celulózy) a křemičitany působit jako pojivo. Zatímco pokroky v metalurgii, elektrody povlak složení a výrobní techniky, pokračovat k tomuto dni, základní principy stíněné kovové obloukové svařování (SMAW), také obyčejně známý jako svařování obalenou elektrodou, zůstávají. Elektrodový povlak poskytuje:
- obloukové stínění, když se uhličitan vápenatý (CACO3) v povlaku rozkládá na CAO a CO2 pod obloukovým teplem.
- primární zdroj struskového systému, který podporuje svarovou louži a pomáhá odstraňovat nečistoty z ložiska roztaveného kovu.
- stabilita oblouku prostřednictvím prvků, jako je sodík a draslík.
- primární zdroj legování a přídavného plnicího kovu.
jen proto, že proces je starý, neznamená, že to není relevantní. Elektrody SMAW představují asi 20 procent trhu s plnicími kovy. Množství spotřebovaných elektrod, se odhaduje na přibližně 150 milionů na 200 milionů liber v Severní Americe, rozdělit mezi low-vodík a jiné druhy, zůstal relativně konstantní za posledních pět let (viz Obrázek 1). Tento konzistentní poptávka pro SMAW elektrody podporuje předpoklad, že každá aplikace má svařovací proces, který funguje nejlépe, a když se přijde na situace, které vyžadují přenositelnost a jednoduchost, SMAW nabízí nejvíce výhod, které jsou shrnuty na Obrázku 2.
Základní Principy
jádro drátu v SMAW elektrody mohou být pevné tažené tyče, litého materiálu, nebo jakoukoliv jádro drát. Jádrový drát vede elektrický proud do oblouku, aby roztavil základní kov a poskytuje výplňový materiál pro svařovací spoj. Jádro drátu může nebo nemusí být legováno. Typické jádro drátu známky zahrnují uhlíkové oceli pro měkké oceli a nízko legované elektrody a 304L, 308L, 309L, a 316L nerezové jádro drát pro nerez ocel elektrody.
Mnoho speciální dráty jsou také k dispozici, včetně hliníku a ty pro nahromadění a hardfacing. Tyto elektrody mají složení jádrového drátu, které doplňuje konstrukci povlaku a elektrody pro klasifikaci a aplikaci.
tři primární kategorie elektrod-celulóza, rutil a základní (nízký vodík) – získávají svůj název od typu povlaku. Elektrodové povlaky pomáhají optimalizovat výkon pro různé aplikace tím, že ovlivňují, jak rychle struska zamrzne; penetrace (hluboká, střední nebo mírná); a rychlost depozice. Povlak také přispívá k dobré iniciaci oblouku, snadné restrikci, kontrole louže a stabilnímu oblouku s minimálním rozstřikem.
celulóza. Povlak na celulózové elektrodě obsahuje až 30 procent nebo více dřevěné mouky. Povlak je poměrně tenký (12 až 15 procent elektroda průměr) a vytváří tenké, snadno odstranitelné, rychle mrznoucí struska vhodná pro všechny polohy svařování, včetně vertikální-nahoru a vertikální-dolů. Celulózové elektrody poskytují kopací / hnací oblouk s hlubokým pronikáním (viz obrázek 3). Svarová louže dobře zvlhčuje a šíří se, vykazuje vynikající mechanické vlastnosti a má výrazné vlnky. Celulózových elektrod patří E6010, E7010, a E6011, které se obvykle používají pro potrubí, člunů, zemědělských opravy, údržbu a špinavý talíř.
rutil. Rutil je minerál složený převážně z oxidu titaničitého. Rutilové elektrody jako E6013, E7014, a XXX-16 třída nerezové elektrody nabízejí měkký oblouk s lehčí proniknutí než celulózových elektrod. Struska je snadno ovladatelný, a Oblouk vznítí a restrikes snadno, nabízí větší svářeč odvolání. Obvykle se používají v obecných výrobních aplikacích, kde nejsou vyžadovány mechanické vlastnosti pro kritické svařence.
základní. Základní elektrody nabízejí oblouk se středním průnikem a vynikajícími mechanickými vlastnostmi. Povlakem je práškové železo s nízkým obsahem vodíku, TiO2, CaCO3 a CaF2 (fluorid vápenatý). Povlak má střední tloušťku a přidání železného prášku zvyšuje ukládání. Zamrzne relativně rychle, aby umožnil ploché, horizontální, vertikální a horní svařování. Základní elektrody jako E7018 se používají pro kritické svary na ocelové konstrukce, mosty, lodě a offshore ropy a zemního plynu v aplikacích, kde mechanické vlastnosti jsou důležité.
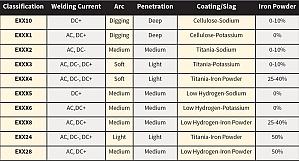
obrázek 4 je souhrn elektrod, charakteristik a složení.
dosud byly elektrody označovány jejich klasifikací AWS, kombinací písmen a čísel, která předává základní informace a je vytištěna na straně elektrody (viz obrázek 5). Přičemž E7018 jako příklad:
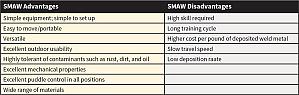
Obrázek 2
SMAW nemusí být nejvíce produktivní svařovací proces, ale je velmi univerzální v tom, že může být aplikován téměř všude a může přinést solidní kloubu.
70 = Minimální síla, v tomto případě
pevnost v tahu vyšší než 70 000 PSI
1 = Všechny polohy svařování schopnosti
8 = Vlastnosti je uvedeno v Obr. 2,
hlavně, že to běží na AC nebo DC+ aktuální
H4 = Difúzní vodík úrovni,
R = Maximálně 0,4 procenta vlhkosti
podle hmotnosti po expozici
Elektrody barva je většinou kosmetické a často výsledky z oxidů, které se stanou součástí strusky systému. Nevybírejte elektrodu podle její barvy; potvrďte klasifikaci AWS a / nebo název elektrody při pohledu na tisk na povlaku. Pro zvědavé, barvy znamenají následující:

Obrázek 3
Celulózových elektrod vyrábět tenké, snadno odstranitelné strusky vrstva (provozovatel jen oprášil své rukavice přes tento korálek) a výrazný korálek vlnky.
Zelená = chrome oxide
Bílé = oxid titaničitý
Modrá = oxidu kobaltu
Tan = feritu zinku a oxidu železitého
Zůstat Soustředěný
tloušťka povlaku na elektrod může být v rozmezí od tenkých (E6010) tlusté (E7024) v závislosti na tom, zda nátěr je navržen tak, aby produkovat rychlé zmrazení strusky systému nebo přispět výplň a legujících prvků. Bez ohledu na tloušťku má kvalitní elektroda soustředný povlak (viz obrázek 6). V opačném případě může oblouk bloudit na jednu stranu. Během svařování kráter povlaku pomáhá soustředit a nasměrovat obloukovou sílu a roztavený kov. Když povlak není soustředný k jádrovému drátu, elektroda hoří nerovnoměrně a zanechává projekci na straně, kde je povlak nejtěžší. Tento stav je často označován jako nehty. Mezi příznaky patří špatný směr oblouku, nekonzistentní svarové korálky, špatné stínění a nedostatek průniku.
Zápasí S Vlhkostí
Dnes provozovatelé vidět elektrody E7018 s H4R označení vytištěné na povlak, což znamená, že jej lze použít až devět hodin po vyjmutí z hermeticky uzavřených obalech a stále vkladu svarový kov s méně než 4 ml difúzní vodík na 100 gramů uloženého svaru metal a mají nasákavost menší než 0,4% v povlaku po expozici. Při jejich použití během osmi hodinové směny, nemusíte mít obavy, že tyto H4R elektrody (viz Obrázek 7), absorbuje přebytečnou vzdušnou vlhkost, která by mohla podporovat vodíkové praskání a minimalizovat potřebu vyhřívaná tyč caddy.
to znamená, že všechny elektrody vyžadují správné skladování a rekondici. Primárním viníkem špatného výkonu elektrod je vlhkost. Příliš mnoho vlhkosti v elektrodě E7018 by mohlo vést k praskání vodíku. Jakýkoli otevřený kontejner by měl být skladován při 225 až 300 stupních F. Pokud je potřeba, low-vodíkové elektrody může být opraveno tím, že pečení v rod troubě po dobu jedné hodiny při teplotě 700 stupňů F. uchovávejte Vždy low-vodíkové elektrody samostatně, a neskladujte je ve stejné tyč trouba s jinými elektrodami.
S celulózovými elektrodami, které mají 4 až 6 procent vlhkosti v jejich nátěr (ve srovnání s 0,4 procenta v E7018 H4R), příliš málo vlhkosti může zabránit povlak z výroby odpovídající ochranný plyn a mít za následek špatný výkon. Exx10 a EXX11 skladujte při pokojové teplotě ve vzduchotěsné nádobě. Rutilové elektrody (EXX12, EXX13, EXX14, a EXX24) by měly být skladovány při teplotě 100 až 150 stupňů F.
Pokud máte podezření, že elektrody jsou staré, nejlepší je zahodit a koupit čerstvé. Zatímco menší balíčky stojí více za libru, alespoň nebudou plýtvat.
zdroje energie pro SMAW
přezkoumání všech požadavků na výběr zdrojů energie SMAW různými aplikacemi musí být předmětem samostatného článku, zejména při zvažování svařovacích strojů poháněných motorem. Protože je však současné zaměření na složení elektrod, je třeba poznamenat spojení mezi elektrodami a ovládacími prvky, které se běžně vyskytují na mnoha populárních zdrojích energie založených na střídači. Některé z těchto ovládacích prvků zahrnují výběr elektrod, nastavitelný start za tepla a nastavitelnou sílu oblouku.
Elektrody výběr ovládání umožní, s jednoduchým stisknutím tlačítka nebo otočením knoflíku, automaticky optimalizovat stroj je volt/amp křivky a charakteristiky oblouku pro konkrétní elektrody (viz Obrázek 8). Mezi běžné výběry patří ty, které rozlišují mezi základními, rutilovými a celulózovými elektrodami. Dříve jste museli vybrat konkrétní stroj a upravit různé jemné a hrubé ovládací prvky, abyste získali požadovaný výkon a vlastnosti.
Číslo 4,
, Protože jeho schopnost dobře pracovat ve svislé nahoru a nad hlavou svařovací aplikace, low-vodíkové elektrody jsou nejpoužívanější spotřební materiál když přijde na SMAW.
horký start zvyšuje proud nad nastavenou hodnotu po dobu několika milisekund, aby pomohl vytvořit oblouk. Protože elektrody E6010 a E6013 snadno svítí, nepotřebují velkou pomoc; elektrody E7018 těží z horkého startu.
regulace síly oblouku zvyšuje proud, když napětí klesne pod určitou prahovou hodnotu, což vám umožní zatlačit elektrodu do kloubu bez lepení elektrody. Elektrody E6010 kvůli svému hnacímu oblouku nepotřebují mnoho dalších kontrolních zásahů. Elektrody E7018 však mohou těžit z vyšších hodnot síly oblouku. Při experimentování začněte s nízkými nebo neutrálními hodnotami a postupně zvyšujte množství o 5 nebo 10 procentních bodů.
Všimněte si, že celulózové elektrody vyžadují větší napětí než jiné elektrody. Dále, pokud používáte to, co se nazývá technika „bič a pauza“ pro svařování vertikálně nahoru, změní se délka oblouku a svařovací zdroj musí udržovat oblouk. Z tohoto důvodu mají zdroje energie Vhodné pro provoz elektrod E6010 dvě vlastnosti. Za prvé, mají vysoké napětí naprázdno (OCV), což je napětí na elektrodě před obloukem je zasažen (ne aktuální je vypracován). Časté analogie je, že OCV—a pamatujte si, že napětí poskytuje elektrický tlak—jako zahradní hadice s vodou zapnutý a před tryskou je otevřel. Zdroj energie, který poskytuje dobrý elektrický tlak, zajišťuje lepší spuštění oblouku.
za druhé, dobré zdroje energie pro E6010 mají velký induktor. Induktor odolává změně elektrického proudu, který jím prochází. Říká se, že „drží sílu“ nebo působí jako „rezerva výkonu“, aby udržely oblouk vytvořený při manipulaci s elektrodou. Konvenční zdroje energie a svařovací generátory používají velké magnetiky, jako je měděný drát ovinutý kolem feritového jádra. Zdroje energie založené na střídači používají elektroniku a mnohem menší magnetiku, aby se minimalizovala celková hmotnost.
Operační Principy
Když se učíte, SMAW, bez ohledu na typ elektrod nebo zdroje napájení, nezapomeňte, že výsledky jsou ovládány řídící pěti proměnných:
- Aktuální. Toto je nastaveno na ovládání zdroje napájení.
- úhel pojezdu. Při svařování v ploché a vodorovné poloze přetáhněte elektrodu pod úhlem 5 až 10 stupňů. Při svařování vertikálně nahoru nebo nad hlavou zatlačte elektrodu pod úhlem 5 až 10 stupňů.
- délka oblouku. Obecně to není větší než průměr elektrody a častěji 1/16 až 3/32 in. dlouhý. Příklad viz obrázek 9. Nezapomeňte, že napětí je úměrné vzdálenosti. Zatlačte elektrodu blíže k ochlazení louže a přidržte delší oblouk, abyste zvýšili teplo.
- rychlost jízdy. Upravte pojezd pro ovládání šířky louže. Mělo by to být asi 1,5 krát až ne více než 2 krát průměr elektrody.
- manipulace. Zeptejte se 10 operátorů na jejich manipulační techniku a obdržíte 10 různých odpovědí. Dále se techniky liší podle typu elektrody; proud; Poloha; konfigurace kloubu; a zda je svar kořenem, výplní nebo uzávěrem. Začněte tím, že se naučíte používat techniku přímého tažení na ploché desce nebo snad přidáním těsného kruhového pohybu.
Základní Počátku
Na stávku oblouku s jakoukoli elektrodou, klepněte na elektrodu, kde je práce začít, a pak přidat mírný výtah a poškrábání návrh na stanovení správné délky oblouku a zamezí přilepení elektrody. U celulózových a rutilních elektrod se můžete po vytvoření oblouku posunout dopředu. Nízkovodíkové elektrody však nemusí dostatečně chránit svařenec během startu oblouku kvůli povlakové kompozici. U těchto elektrod zahrnuje správná počáteční technika zasažení oblouku asi 3/16 palce. (jeden nebo dva průměry elektrod) před místem, kde má svar začít. Po stanovení délky oblouku, pohyb elektrody zpět svázat nové svaru v s předchozím (nebo roztavit zadní okraje kloubu při počáteční svaru). Poté se posuňte dopředu tak, aby plně zavedený oblouk svaroval přes místo úderu oblouku a spotřeboval jej.
Pokud se nejprve učíte SMAW, možná budete chtít zvolit uživatelsky přívětivou rutilovou elektrodu. Nicméně, každý, kdo chce profesionálně svařovat nebo kritické struktury (a to včetně zemědělského náčiní) by se měli naučit se elektrody používané pro tyto aplikace, a to znamená, že zvládnutí bazickými a celulózovými obalenými elektrodami.