
Figura 1
sudura cu arc metalic ecranat nu poate fi primul proces de sudare un sudor învață în școală, dar este încă o abilitate valoroasă de a avea. Cererea pentru astfel de abilități ar putea decola într-adevăr cu o renaștere a activităților de fabricare grele din SUA
Oscar Kjellberg a inventat primul electrod de sudură acoperit din lume în 1904 prin scufundarea unui fir gol într-un amestec de carbonați (inclusiv pulpă de lemn sau celuloză) și silicați pentru a acționa ca liant. În timp ce progresele în metalurgie, compoziția de acoperire a electrozilor și tehnicile de fabricație continuă până în prezent, rămân principiile fundamentale ale sudării cu arc metalic ecranat (SMAW), cunoscută și sub numele de sudare prin lipire. Acoperirea electrodului asigură:
- ecranare cu Arc atunci când carbonatul de calciu (CACO3) din acoperire se descompune la CAO și CO2 sub căldură cu arc.
- sursa primară a sistemului de zgură, care susține băltoaca de sudură și ajută la îndepărtarea impurităților din depozitul de sudură metalică topită.
- stabilitatea arcului prin elemente precum sodiu și potasiu.
- o sursă primară de aliere și metal de umplere suplimentar.
doar pentru că un proces este vechi nu înseamnă că nu este relevant. Electrozii SMAW reprezintă aproximativ 20% din piața metalelor de umplutură. Cantitatea de electrozi consumată, estimată la aproximativ 150 de milioane până la 200 de milioane de lire sterline în America de Nord, împărțită între hidrogen scăzut și alte tipuri, a rămas relativ constantă în ultimii cinci ani (a se vedea Figura 1). Această cerere consistentă de electrozi SMAW susține premisa că fiecare aplicație are un proces de sudare care funcționează cel mai bine, iar când vine vorba de situații care necesită portabilitate și simplitate, SMAW oferă cele mai multe beneficii, care sunt rezumate în Figura 2.
principii fundamentale
firul de bază dintr-un electrod SMAW poate fi o tijă trasă solidă, Un material turnat sau un fir de bază fabricat. Firul de bază conduce curentul electric la arc pentru a topi metalul de bază și asigură materialul de umplere pentru îmbinarea de sudură. Firul de bază poate fi sau nu aliat. Clasele tipice de sârmă de bază includ oțel carbon pentru oțel moale și electrozi din aliaj scăzut și sârmă de miez inoxidabil 304L, 308l, 309l și 316L pentru electrozi din oțel inoxidabil.
multe fire de specialitate, de asemenea, sunt disponibile, inclusiv aluminiu și cele pentru acumularea și hardfacing. Acești electrozi au o compoziție de sârmă de bază care completează designul de acoperire și electrod pentru clasificare și aplicare.
cele trei categorii primare de electrozi—celuloză, rutil și bazic (hidrogen scăzut)-își obțin numele de la tipul de acoperire. Acoperirile cu electrozi ajută la optimizarea performanței pentru diverse aplicații, influențând cât de repede îngheață zgura; penetrarea (profundă, medie sau ușoară); și rata de depunere. Acoperirea contribuie, de asemenea, la o bună inițiere a arcului, la restrângeri ușoare, la controlul bălții și la un arc stabil cu stropi minime.
celulozică. Acoperirea pe un electrod celulozic conține până la 30% sau mai multă făină de lemn. Acoperirea este relativ subțire (12 până la 15% din diametrul electrodului) și produce o zgură subțire, ușor detașabilă, cu îngheț rapid, potrivită pentru sudarea în toate pozițiile, inclusiv vertical-up și vertical-down. Electrozii celulozici asigură un arc de săpare / antrenare cu penetrare profundă (vezi Figura 3). Băltoaca de sudură udă și se răspândește bine, demonstrează proprietăți mecanice excelente și are valuri distincte. Electrozii celulozici includ e6010, E7010 și e6011, care sunt de obicei utilizate pentru țevi, barje, reparații agricole, lucrări de întreținere și plăci murdare.
rutil. Rutilul este un mineral compus în principal din dioxid de titan. Electrozii rutili, cum ar fi electrozii din oțel inoxidabil din clasa E6013, E7014 și XXX-16, oferă un arc moale cu o penetrare mai ușoară decât electrozii celulozici. Zgura este ușor de controlat, iar arcul se aprinde și se restrânge ușor, oferind o atracție mai mare a sudorului. De obicei, acestea sunt utilizate în aplicații generale de fabricație în care nu sunt necesare proprietăți mecanice pentru sudări critice.
de bază. Electrozii de bază oferă un arc cu penetrare medie și proprietăți mecanice excelente. Acoperirea este pulbere de fier cu conținut scăzut de hidrogen, TiO2, CaCO3 și CaF2 (fluorură de calciu). Acoperirea este de grosime medie, iar adăugarea de pulbere de fier crește depunerea. Îngheață relativ rapid pentru a permite sudarea plană, orizontală, verticală și aeriană. Electrozii de bază, cum ar fi e7018, sunt utilizați pentru suduri critice în construcții structurale din oțel, poduri, nave și aplicații petroliere și gaziere offshore, unde proprietățile mecanice sunt importante.
Figura 4 este un rezumat al electrozilor, caracteristicilor și compoziției.
până în prezent, electrozii au fost menționați prin clasificarea AWS, o combinație Literă-Număr care transmite informații esențiale și este tipărită pe partea laterală a electrodului (vezi Figura 5). Luând E7018 ca exemplu:
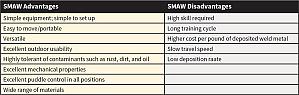
Figura 2
SMAW poate să nu fie cel mai productiv proces de sudare, dar este extrem de versatil prin faptul că poate fi aplicat aproape oriunde și poate livra o îmbinare solidă.
70 = rezistență minimă, în acest caz o
rezistență la tracțiune mai mare de 70.000 PSI
1 = capacități de sudare în toate pozițiile
8 = Caracteristici notate în Fig. 2,
mai ales că funcționează pe AC sau DC+ curent
H4 = nivel de hidrogen Difuzibil
R = maximum 0,4% umiditate
în greutate după expunere
culoarea electrodului este în mare parte cosmetică și adesea rezultă din oxizi care fac parte din sistemul de zgură. Nu selectați un electrod după culoarea sa; confirmați clasificarea AWS și / sau numele electrodului uitându-vă la imprimarea de pe acoperire. Pentru curioși, culorile semnifică următoarele:

electrozii celulozici produc un strat subțire de zgură ușor de îndepărtat (operatorul tocmai și-a periat mănușa peste această mărgea) și ondulări distinctive ale mărgelei.
Verde = oxid de crom
alb = oxid de titan
albastru = oxid de cobalt
Tan = ferită de zinc și oxid de fier
rămâneți centrat
grosimea stratului de acoperire pe un electrod poate varia de la subțire (E6010) la gros (e7024) în funcție de este proiectat pentru a produce un sistem de zgură de congelare rapidă sau pentru a contribui la elemente de umplere și aliere. Indiferent de grosime, un electrod de calitate are o acoperire concentrică (vezi Figura 6). În caz contrar, arcul se poate rătăci într-o parte. În timpul sudării, un crater de acoperire ajută la concentrarea și direcționarea forței arcului și a metalului topit. Când acoperirea nu este concentrică la firul de bază, electrodul arde neuniform, lăsând o proiecție pe partea în care acoperirea este cea mai grea. Această afecțiune este adesea denumită unghii. Simptomele includ direcția slabă a arcului, margele de sudură inconsistente, ecranare slabă și lipsa de penetrare.
lupta cu umezeala
astăzi operatorii văd electrozi E7018 cu o denumire H4R imprimată pe acoperire, ceea ce indică faptul că poate fi utilizat până la nouă ore după ce a fost scos din ambalajul închis ermetic și încă depozitează metalul sudat cu mai puțin de 4 mililitri de hidrogen difuzibil la 100 de grame de metal sudat depus și au o absorbție de umiditate mai mică de 0,4 la sută în acoperire după expunere. Atunci când le folosiți pe o schimbare de opt ore, nu trebuie să vă faceți griji că acești electrozi H4R (vezi Figura 7) au absorbit excesul de umiditate atmosferică, ceea ce ar putea promova fisurarea hidrogenului și reduce la minimum necesitatea unui caddy cu tijă încălzită.
acestea fiind spuse, toți electrozii necesită depozitare și recondiționare corespunzătoare. Principalul vinovat al performanței slabe a electrodului este umiditatea. Prea multă umiditate într-un electrod E7018 ar putea duce la fisurarea hidrogenului. Orice recipient deschis trebuie depozitat la 225 până la 300 de grade F. Dacă este necesar, electrozii cu hidrogen scăzut pot fi recondiționați prin coacerea într-un cuptor cu tijă timp de o oră la 700 de grade F. Depozitați întotdeauna electrozii cu hidrogen scăzut separat și nu-i depozitați în același cuptor cu tijă cu alți electrozi.
cu electrozii celulozici, care au 4 până la 6% umiditate în acoperirea lor (comparativ cu 0,4% într-un e7018 H4R), prea puțină umiditate ar putea împiedica acoperirea să producă gaz de protecție adecvat și să ducă la performanțe slabe. Depozitați EXX10 și EXX11 la temperatura camerei într-un recipient etanș. Electrozii rutili (EXX12, EXX13, EXX14 și EXX24) trebuie depozitați la 100 până la 150 de grade F.
dacă bănuiți că electrozii sunt vechi, cel mai bine aruncați-i și cumpărați proaspeți. În timp ce pachetele mai mici costă mai mult pe kilogram, cel puțin nu vor pierde.
surse de alimentare pentru SMAW
revizuirea tuturor cerințelor pentru selectarea surselor de alimentare SMAW prin diverse aplicații trebuie să facă obiectul unui articol separat, în special atunci când se iau în considerare mașinile de sudură acționate de motor. Cu toate acestea, deoarece accentul actual este pus pe compoziția electrodului, trebuie notată conexiunea dintre electrozi și comenzile întâlnite în mod obișnuit pe multe surse de alimentare populare bazate pe invertor. Unele dintre aceste comenzi includ selectarea electrodului, pornire la cald reglabilă și forță arc reglabilă.comenzile de selecție a electrozilor vă permit, prin simpla apăsare a unui buton sau rotirea unui buton, să optimizați automat curba volt/amp și caracteristicile arcului mașinii pentru electrozi specifici (a se vedea figura 8). Selecțiile obișnuite includ cele care diferențiază electrozii de bază, rutil și celulozic. Anterior, a trebuit să selectați o anumită mașină și să reglați diferite comenzi fine și grosiere pentru a obține performanța și caracteristicile dorite.
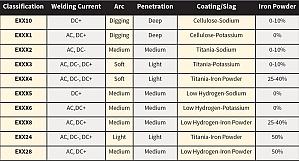
Figura 4
datorită capacității sale de a funcționa bine în aplicații de sudare verticală și aeriană, electrozii cu hidrogen scăzut sunt cele mai utilizate consumabile atunci când vine vorba de SMAW.
pornirea la cald crește curentul dincolo de valoarea setată pentru câteva milisecunde pentru a ajuta la stabilirea arcului. Deoarece electrozii e6010 și e6013 se aprind ușor, nu au nevoie de multă asistență; electrozii e7018 beneficiază de un început la cald.
controlul forței arcului crește amperajul atunci când tensiunea scade sub un anumit prag, ceea ce vă permite să împingeți electrodul în articulație fără ca electrodul să se lipească. Datorită arcului lor de conducere, electrozii e6010 nu au nevoie de multă intervenție suplimentară de control. Cu toate acestea, electrozii e7018 pot beneficia de valori mai mari ale forței arcului. Când experimentați, începeți cu valori scăzute sau neutre și creșteți treptat suma cu 5 sau 10 puncte procentuale.
rețineți că electrozii celulozici necesită mai multă tensiune decât alți electrozi. Mai mult, dacă utilizați ceea ce se numește o tehnică „bici și pauză” pentru sudarea verticală, lungimea arcului se schimbă, iar sursa de alimentare de sudură trebuie să mențină arcul stabilit. Din acest motiv, sursele de alimentare bune pentru rularea electrozilor e6010 au două caracteristici. În primul rând, au o tensiune ridicată în circuit deschis (OCV), care este tensiunea la electrod înainte de lovirea arcului (nu se trage curent). O analogie frecventă este că OCV—și amintiți-vă că tensiunea asigură presiunea electrică-este ca un furtun de grădină cu apa pornită și înainte ca duza să fie deschisă. O sursă de alimentare care asigură o presiune electrică bună asigură pornirea mai bună a arcului.
în al doilea rând, sursele de alimentare bune pentru E6010 au un inductor mare. Un inductor rezistă schimbării curentului electric care trece prin el. Se spune că „dețin puterea „sau acționează ca o” rezervă de putere ” pentru a menține arcul stabilit în timp ce manipulați electrodul. Sursele convenționale de energie și generatoarele de sudură utilizează magnetici mari, cum ar fi firul de cupru înfășurat în jurul unui miez de ferită. Sursele de energie bazate pe invertor utilizează electronice și magnetici mult mai mici pentru a minimiza greutatea totală.
principii de funcționare
când învățați SMAW, indiferent de tipul de electrod sau sursa de alimentare, amintiți-vă că rezultatele sunt controlate prin gestionarea a cinci variabile:
- curent. Aceasta este setată pe controlul sursei de alimentare.
- unghiul de deplasare. Când sudați în poziții plate și orizontale, trageți electrodul într – un unghi de 5 până la 10 grade. Când sudați vertical sau deasupra capului, împingeți electrodul la un unghi de 5 până la 10 grade.
- lungimea arcului. În general, acesta nu este mai mult decât diametrul electrodului și mai des 1/16 până la 3/32 in. lung. Pentru un exemplu, a se vedea Figura 9. Amintiți-vă că tensiunea este proporțională cu distanța. Împingeți electrodul mai aproape pentru a răci băltoaca și țineți un arc mai lung pentru a crește căldura.
- viteza de deplasare. Reglați călătoria pentru a controla lățimea bălții. Ar trebui să fie de aproximativ 1,5 ori până la nu mai mult de 2 ori diametrul electrodului.
- manipulare. Întrebați 10 operatori despre tehnica lor de manipulare și veți primi 10 răspunsuri diferite. Mai mult, tehnicile variază în funcție de tipul electrodului; amperaj; poziție; configurație articulară; și dacă sudura este o rădăcină, umplere sau trecere a capacului. Începeți prin a învăța să utilizați o tehnică de tragere dreaptă pe o placă plană sau poate prin adăugarea unei mișcări circulare strânse.
început de bază
pentru a lovi un arc cu orice electrod, atingeți electrodul unde urmează să înceapă lucrarea, apoi adăugați o ușoară mișcare de ridicare și zgârieturi pentru a stabili lungimea corectă a arcului și pentru a preveni lipirea electrodului. Pentru electrozii celulozici și rutili, puteți merge mai departe după stabilirea arcului. Cu toate acestea, electrozii cu hidrogen scăzut pot să nu protejeze în mod adecvat sudarea în timpul pornirii arcului din cauza compoziției de acoperire. Cu acești electrozi, tehnica corectă de pornire implică lovirea arcului de aproximativ 3/16 in. (unul sau două diametre ale electrodului) în fața locului în care trebuie să înceapă sudura. După stabilirea lungimii arcului, mutați electrodul înapoi pentru a lega Noua sudură cu cea anterioară (sau pentru a topi marginea din spate a îmbinării la realizarea sudurii inițiale). Apoi, mergeți înainte, astfel încât arcul complet stabilit să se sudeze peste locul loviturii arcului și să-l consume.
dacă învățați mai întâi SMAW, poate doriți să optați pentru un electrod rutil ușor de utilizat. Cu toate acestea, oricine intenționează să sudeze structuri profesionale sau critice (și care include unelte agricole) ar trebui să învețe cu electrozii utilizați pentru aceste aplicații, ceea ce înseamnă stăpânirea electrozilor de bază și celulozici.