Cp și Cpk sunt considerate măsuri potențiale de capacitate pe termen scurt pentru un proces. În Six Sigma dorim să descriem calitatea proceselor în termeni de sigma, deoarece acest lucru ne oferă o modalitate ușoară de a vorbi despre cât de capabile sunt diferite procese folosind un cadru matematic comun. Cu alte cuvinte, ne permite să comparăm procesele apple cu procesele portocalii!
- capacitatea procesului
- înainte de a începe!
- care este diferența dintre Cp, Cpk și Pp, PPk?
- Cpk vs Ppk
- dacă un proces este în control statistic;
- dacă un proces nu este în control statistic;
- care este diferența dintre Cp și Cpk?
- Cp vs Cpk
- fotografierea la o analogie țintă
- ce este Cpk?
- parcarea unei mașini în analogia garajului
- cum se calculează Cpk
- de ce împărțim la 3 pentru a găsi Cpk?
- calculul Cpk folosind o valoare Z
- note și caracteristici ale Cpk
- Cpk și procese centrate
- Note privind Cpk
- care sunt valorile bune pentru Cpk?
- cum se calculează Cp
- Cp pentru Media procesului aproape de USL
- Cp pentru Media procesului aproape de LSL
- Indicele de capacitate
- Note privind valorile Cp
- raportul de capacitate Cr
- Note privind relaționarea Cp și Cpk
- Process Capability Videos
- Cpk Videos
- Prelegere despre capacitatea procesului și SPC
- ASQ Six Sigma Black Belt întrebări despre capacitatea procesului de certificare:
- ASQ Six Sigma Verde Centura de certificare capacitatea întrebări:
- Cp, Cpk, Pp, Ppk Practica Întrebări și diagrame Z
- Contributors
capacitatea procesului
acesta este un articol lung, dar am crezut că este important să păstrăm Cp și Cpk împreună. Cpk se adresează mai întâi, apoi Cp. Există, de asemenea, note despre ceea ce înseamnă ecuațiile într-un sens real de performanță, Ce ar trebui să puteți spune despre un proces în funcție de valorile Cp și Cpk și multe altele. Dacă nu găsiți ceea ce căutați, vă rog să-mi spuneți în notele de mai jos.
înainte de a începe!
Acest articol a fost scris pentru a ajuta candidații Six Sigma Green Belt și Black Belt să se pregătească și să treacă examenele.
dacă ești tu, lasă-mi un comentariu mai jos sau contactează-mă și Anunță-mă pentru ce organizație și centură studiezi. Acest lucru mă va ajuta să fac articolul chiar mai bine pentru tine.
dacă studiați pentru altceva, vă rugăm să lăsați un comentariu sau să mă contactați și să-mi spuneți pentru ce studiați. Din nou, acest lucru mă va ajuta să fac Articolul mai bun pentru tine și pentru toți ceilalți. Mulțumesc, Ted.
care este diferența dintre Cp, Cpk și Pp, PPk?
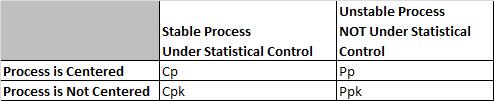
Cp și Cpk sunt numite capacitatea de proces. Pp și Ppk se numesc performanța procesului. În ambele cazuri, dorim să încercăm să verificăm dacă procesul se poate întâlni pentru a satisface CTQ-urile clienților (Cerințe).Cp, și Cpk sunt utilizate pentru capacitatea de proces. În general, utilizați acest lucru atunci când un proces este sub control statistic. Acest lucru se întâmplă adesea cu un proces matur care există de ceva vreme. Capacitatea procesului utilizează valoarea sigma a procesului determinată fie din gama mobilă, fie din diagramele de control Sigma
Pp și PPk sunt utilizate pentru performanța procesului. În general, utilizați acest lucru atunci când un proces este prea nou pentru a determina dacă este sub control statistic. Ex. există o scurtă perioadă de pre-producție sau pilotați un nou proces. Deoarece nu există o mulțime de Date istorice, luăm mostre mari din proces pentru a ține cont de variație. Performanța procesului utilizează, în general, proba sigma în calculul său.în teorie, Cpk va fi întotdeauna mai mare sau egal cu Ppk. Există anomalii observate atunci când dimensiunea eșantionului este mică și datele reprezintă o perioadă scurtă de timp în care estimarea folosind R va supraestima deviația standard și va face Cpk mai mic decât Ppk. Nu este real, nu poate exista niciodată o variație mai mică pe termen lung, deoarece pe termen lung se utilizează toate datele nu doar două bucăți de date din fiecare subgrup.
evaluarea capacității procesului cu Cp& Cpk oglindește ce se face (și de ce se face) atunci când urmează abordarea Pp& Ppk. Principala diferență este că utilizați Cp & Cpk după ce un proces a atins stabilitatea sau controlul statistic.
Cpk vs Ppk
Ppk ne spune cum un proces a efectuat în trecut și nu se poate utiliza prezice viitorul, deoarece procesul nu este într-o stare de control.
dacă un proces este în control statistic;
Valorile pentru Cpk și Ppk vor converge la aproape aceeași valoare, deoarece sigma și deviația standard a eșantionului vor fi identice (utilizați un test F pentru a determina).
cu alte cuvinte, dacă Cpk == Ppk, procesul este probabil în controlul statistic.
dacă un proces nu este în control statistic;
Valorile Cpk și Ppk vor fi distinct diferite, probabil cu o marjă foarte largă.
care este diferența dintre Cp și Cpk?
Cp vs Cpk
Cp și Cpk măsoară cât de consecvent sunteți în jurul performanței medii.
‘k’ înseamnă ‘factor de centralizare. Indicele ia în considerare faptul că datele dvs. nu sunt centrate.Cpk ne spune ce este capabil să facă un proces în viitor, presupunând că acesta rămâne într-o stare de control statistic.
fotografierea la o analogie țintă
într-un set de date perfect centrat, nu va exista nicio diferență între Cp și Cpk. Gândiți-vă să aruncați săgeți la o tablă de darts și să aveți centrul ochiului taurului să fie 0,0 pe un plan cartezian, iar marginile să fie în afara unităților 3 din acel punct central (vom folosi marginea plăcii de darts sau 3 și -3 ca USL și LSL). Într-un eșantion perfect centrat de săgeți, distanța medie de la centru, sau Mu, va fi 0. O mică algebră ne va arăta că numerele Cpk și Cp ies la fel. Min ((0–3)/3s , (3-0)/3s) = (3 – -3) / 6s = 1s .
lucrurile devin un pic mai harrier atunci când săgețile se mișcă în sus, să zicem că sunt centrate la o medie de 2 unități deasupra centrului. Acum ajungeți cu un Cpk de (3-2)/3s = 1/3s, dar Cp-ul dvs. este în continuare același 1s ca înainte. Este important să rețineți că, deoarece Cpk utilizează funcția minimă, va fi întotdeauna egală sau mai mică decât Cp pentru același set de date.
ce este Cpk?
parcarea unei mașini în analogia garajului
dacă vă gândiți la pereții garajului dvs. – unde trebuie să vă încadrați mașina – acestea devin limitele specificației clientului. Dacă treci peste aceste limite, te vei prăbuși, iar clientul nu va fi fericit!
dacă procesul dvs. are o mulțime de variații, înseamnă că media procesului este peste tot. Nu este bun pentru parcarea unei mașini și nu este bun pentru niciun alt proces. Pentru a oferi procesului dvs. de parcare cea mai bună șansă de succes, ar trebui să lucrați la reducerea variației și centrării.
dacă mașina este prea largă pentru garaj, nimic din ceea ce faceți pentru a centra procesul nu vă va ajuta. Trebuie să schimbați dispersia procesului (faceți mașina mai mică.)
dacă mașina este mult mai mică decât garajul, nu contează dacă o parcați exact în mijloc; se va potrivi și aveți mult spațiu pe ambele părți. Acesta este unul dintre motivele pentru care filosofia six sigma se concentrează pe eliminarea variației într-un proces.
Dacă aveți un proces care este în control și cu variații mici, ar trebui să fie capabil de a parca masina cu ușurință în garaj și, astfel, să îndeplinească cerințele clientului. Cpk vă spune relația dintre dimensiunea mașinii, dimensiunea garajului și cât de departe de mijlocul garajului ați parcat mașina.”
cum se calculează Cpk
Cpk este o măsură pentru a arăta câte abateri standard sunt limitele specificației din centrul procesului. La unele procese puteți face acest lucru vizual. Alții au nevoie de o ecuație.
pentru a găsi Cpk trebuie să calculați un scor Z pentru limita superioară a specificațiilor (numită Z USL) și un scor Z pentru limita inferioară a specificațiilor (numită Z LSL).
deoarece încercăm să măsurăm câte abateri standard se potrivesc între linia centrală și limita specificației, nu trebuie să fiți surprinși că valoarea acestor limite, media procesului și abaterea standard sunt toate componente ale calculului Z.
Cp este o abreviere. Există într-adevăr două părți; partea superioară și cea inferioară notată Cpu și respectiv Cpl. Ecuațiile lor sunt:
CPL = (proces Mean – LSL)/(3*deviație Standard)
Cpu = (USL – proces Mean)/(3*deviație Standard)
Cpk este doar cea mai mică valoare a CPL sau Cpu notată: Cpk= Min (CPL, Cpu)
de ce împărțim la 3 pentru a găsi Cpk?
știm că orice limită de specificație are o limită superioară și o limită inferioară. Pentru că știți că 6 sigmas – sau 6 deviații standard reprezintă aproape toate eventualitățile unui proces (presupunând o distribuție normală), nu ar trebui să fiți surprinși să vedeți „/ 3” pentru că ne uităm doar la o parte a distribuției.
calculul Cpk folosind o valoare Z
dacă aveți o valoare Z, ecuația este foarte ușoară;
Cpk poate fi determinat prin împărțirea scorului Z la trei.
un scor z este același cu un scor standard; Numărul de deviații standard peste medie.
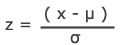
Z = x – media populației / deviația standard.
note și caracteristici ale Cpk
Cpk și procese centrate
dacă un proces este perfect centrat, acesta are un Cp de 1. Aceasta ar indica faptul că media a fost de 3 abateri standard de la limita superioară și limita inferioară.
un proces perfect centrat – un proces care are o medie exact între cele 2 limite de specificație (adică la jumătatea distanței dintre cele două va avea un Cpk de 1. Cum este posibil acest lucru? Să verificăm matematica.
dacă un proces este perfect centrat, atunci știm că (media procesului USL) este egală cu același lucru cu (media procesului – LSL). Să numim asta A.
Z USL = Media procesului USL / deviația Standard. apoi devine Z USL = A/ deviația Standard
Z LSL = Media procesului – LSL / deviația Standard apoi devine Z LSL = a / deviația Standard.
exact același lucru.
Note privind Cpk
- Cpk măsoară cât de aproape este un proces în comparație cu limitele sale de specificație și ținând cont de variabilitatea naturală a procesului.
- mai mare este mai bine. Cu cât Cpk este mai mare, cu atât este mai puțin probabil ca orice element să fie în afara limitelor specificației.
- când Cpk este negativ înseamnă că un proces va produce ieșire care se află în afara limitelor specificației clientului.
- când media procesului este în afara limitelor specificației clientului, valoarea Cpk va fi negativă
- în general, dorim un Cpk de cel puțin 1,33 sau mai mare pentru a satisface majoritatea clienților.Cpk poate avea o valoare superioară și inferioară raportată.
- dacă valoarea superioară este 2 și cea inferioară este 1, spunem că a fost deplasată spre stânga.
- acest lucru nu ne spune nimic despre dacă procesul este stabil sau nu.
- trebuie să raportăm cea mai mică dintre cele 2 valori.

care sunt valorile bune pentru Cpk?
amintiți-vă de parcare în analogia garaj?Cpk = număr negativ: procesul dvs. va prăbuși în mod regulat mașina în perete.
Cpk =0.5: aveți șanse mari să loviți peretele la intrare.Cpk = 1: mașina dvs. poate atinge doar marginea cea mai apropiată a intrării.
Cpk =2: grozav! Ai acces foarte bun. Ai putea dubla lățimea mașinii înainte de a lovi partea laterală a garajului.
Cpk = 3: Excelent! Ai acces excelent. Ai putea tripla lățimea mașinii înainte de a lovi partea laterală a garajului.
cum se calculează Cp
la fel cum utilizați Cp& Cpk atunci când un proces este stabil și Pp& Ppk atunci când un proces este nou, modul în care se calculează fiecare sunt un pic diferite, de asemenea.
să revizuim Pp
Pp = (USL – LSL)/6* S
în Pp, s este deviația standard sau ‘grăsimea’ sau dispersia curbei clopotului.
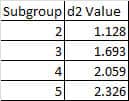
În Pc, vom înlocui cu și estimare a σ numim σr. Pentru a face acest lucru, folosim conceptul de gamă mobilă dintr-o diagramă cu bare R în mișcare sau o diagramă XMR. Deci, bara de R =
R provine din intervalul de mișcare.
D2 reflectă valorile derivate din integrarea ariei sub curba normală. Folosim adesea un tabel care oferă o valoare d2 bazată pe câte subgrupuri au fost în eșantion.
Cp nu ține cont de centrare.
Cp = (USL – LSL) /(6* ectrocr)
Cp = (USL – LSL) / (6* R Bar/d2)
Cp pentru Media procesului aproape de USL
dacă Media procesului (tendința centrală) este mai aproape de USL, utilizați:/, unde x(bar) este media procesului.
Cp pentru Media procesului aproape de LSL
dacă Media procesului (tendința centrală) este mai aproape de LSL, utilizați:/, unde X(bar) este media procesului.
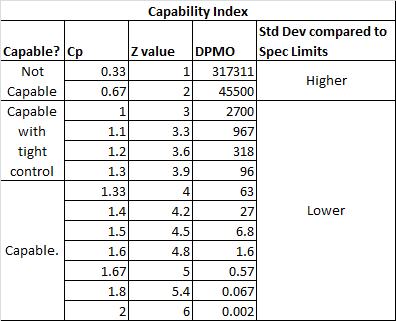
Indicele de capacitate
cum se raportează valorile Cp, Z, DPMO , limitele specificațiilor, abaterea Standard și capacitatea?
a se vedea, de asemenea, valorile Z și capacitatea de proces.
Note privind valorile Cp
- dacă raportul este mai mare decât unul, apoi, toleranța inginerească este mai mare decât răspândirea procesului, astfel încât procesul are „potențialul” de a fi capabil (în funcție de centrarea procesului).
- dacă, totuși, răspândirea procesului este mai mare decât toleranța inginerească, atunci variația procesului nu se va „încadra” în toleranță și procesul nu va fi capabil (chiar dacă procesul este centrat corespunzător).
raportul de capacitate Cr
rația de capacitate este inversul Cp
Cr = 1 / Cp = ( 6* ectr)/(USL – LSL)
dacă Cr< 0,75, procesul este capabil.
dacă Cr = 0.75 – 1.00, procesul este capabil cu un control strict.
dacă Cr>1, Procesul nu este capabil.
Note privind relaționarea Cp și Cpk
- dacă Cp == Cpk, atunci procesul este perfect centrat. Dacă este perfect centrat, Cp = = Cpk.
- deoarece Cpk reprezintă centrarea (unde Cp nu), Cpk nu poate fi niciodată mai mare decât Cp.
- ambele presupun un proces stabil.
Process Capability Videos
Cpk Videos
Video excelent, clar și concis pe această temă.
„dacă produceți un Cpk egal cu 1, vă puteți aștepta să produceți cel puțin 99,73% părți bune.”
Prelegere despre capacitatea procesului și SPC
ASQ Six Sigma Black Belt întrebări despre capacitatea procesului de certificare:
întrebare: se presupune că datele utilizate în configurarea inițială a unui proces au o distribuție normală. Dacă valoarea nominală (țintă) este setată în centrul distribuției, iar limitele de specificație sunt stabilite la 3s de la centru, atunci Cpk este egal cu:
această secțiune vă cere să fie o trece dumneavoastră Six Sigma examen membru. Conectați-vă sau înscrieți-vă în câteva secunde cu butoanele de mai jos!
Login la contul dvs.
sau
inscrie in treci examenul Six Sigma
întrebări, comentarii, probleme, preocupări? Vă rugăm să lăsați o notă în comentariile de mai jos!
(A) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
această secțiune necesită să fiți autentificat.
ASQ Six Sigma Verde Centura de certificare capacitatea întrebări:
întrebare: La calcularea indicelui Cp, ce reprezintă abaterea standard în formula Cp =(USL – LSL) / 6 Irak?
această secțiune vă cere să fie o trece dumneavoastră Six Sigma examen membru. Conectați-vă sau înscrieți-vă în câteva secunde cu butoanele de mai jos!
Login la contul dvs.
sau
inscrie in treci examenul Six Sigma
întrebări, comentarii, probleme, preocupări? Vă rugăm să lăsați o notă în comentariile de mai jos!
(a) intervalul de toleranță
(B) intervalul de încredere pentru rezultat
(C) intervalul procesului
(D) varianța indicelui
această secțiune necesită să vă conectați.
Cp, Cpk, Pp, Ppk Practica Întrebări și diagrame Z

Practica face perfect! Gratuit Cp, Cpk, Pp, Ppk practica întrebări.
Contributors
-

am creat inițial SixSigmaStudyGuide.com pentru a mă ajuta să mă pregătesc pentru examenele mele de centură neagră. Ore suplimentare am crescut site-ul pentru a ajuta zeci de mii de candidați la centura Six Sigma să se pregătească pentru centura verde & examenele centurii negre. Du-te aici pentru a afla cum să treci examenul Six Sigma 1st timp prin!
vezi toate mesajele