Cp e Cpk são consideradas medidas de capacidade potencial de curto prazo para um processo. No Six Sigma queremos descrever a qualidade dos processos em termos de sigma porque isso nos dá uma maneira fácil de falar sobre como diferentes processos capazes estão usando um quadro matemático comum. Por outras palavras, permite-nos comparar os processos da apple com os processos laranja!
- capacidade de processo
- Qual é a diferença entre Cp, Cpk e Pp, PPk?
- Cpk vs Ppk
- se um processo estiver sob controlo estatístico;
- se um processo não estiver sob controlo estatístico;os valores de
- Qual é a diferença entre Cp e Cpk?
- Cp vs Cpk
- o disparo a uma analogia alvo
- o estacionamento de um carro na analogia da garagem
- How to Calculate Cpk
- por que estamos dividindo por 3 para encontrar Cpk?
- calculando Cpk usando um valor Z
- notas e características de Cpk
- Cpk e processos centralizados
- Notes on Cpk
- What are Good Values for Cpk?Lembras-te da analogia do estacionamento na garagem?
- Como Calcular Cp
- Cp para a média do processo perto de USL
- Cp for Process Mean close to LSL
- Índice de capacidade
- Notas na Cp Valores
- Capability Ratio Cr
- Notes on Relating Cp and Cpk
- Process Capability Videos
- Cpk Videos
- Palestra sobre a Capacidade do Processo e SPC
- ASQ Seis Sigma Black Belt Processo de Certificação de Capacidade de Perguntas:
- Cp, Cpk, Pp, Ppk Practice Questions and Z Charts
- Contribuintes
capacidade de processo
Este é um artigo longo, mas eu pensei que era importante manter o Cp e o Cpk juntos. Cpk é endereçada primeiro, depois Cp. Há também notas do berço sobre o que as equações significam em um sentido de desempenho real, o que você deve ser capaz de dizer sobre um processo dependendo dos valores de Cp e Cpk e muito mais. Se você não está encontrando o que você está procurando, por favor me avise nas notas abaixo.antes de começarmos!
este artigo foi escrito para ajudar seis candidatos do Sigma cinturão verde e cinturão negro a se preparar e passar em seus exames.se for você, deixe-me um comentário ou contacte-me e diga-me para que Organização e cinto está a estudar. Isto vai ajudar-me a tornar o artigo ainda melhor para ti.se está a estudar para outra coisa, por favor deixe um comentário ou contacte-me e diga-me para que está a estudar. Mais uma vez, isto vai ajudar-me a tornar o artigo melhor para ti e para todos os outros. Obrigado, Ted.
Qual é a diferença entre Cp, Cpk e Pp, PPk?
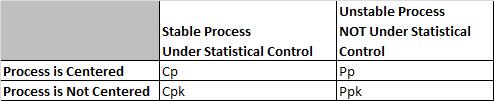
Cp e Cpk são chamados de Capacidade de Processo. Pp e Ppk são chamados de desempenho do processo. Em ambos os casos queremos tentar verificar se o processo pode atender aos CTQ do cliente (requisitos).
Cp, e Cpk são usados para a capacidade de processo. Geralmente você usa isso quando um processo está sob controle estatístico. Isso muitas vezes acontece com um processo maduro que já existe há algum tempo. A capacidade de processo usa o valor de processo sigma determinado a partir da Gama móvel, Range ou Sigma gráficos de controle
Pp e PPk são usados para o desempenho do processo. Geralmente você usa isso quando um processo é novo demais para determinar se ele está sob controle estatístico. Ex. há um curto período de pré-produção ou você está pilotando um novo processo. Porque não há um monte de dados históricos que tiramos grandes amostras do processo para levar em conta a variação. O desempenho do processo geralmente usa Sigma amostra em seu cálculo.
na teoria, Cpk será sempre maior ou igual a Ppk. Existem anomalias observadas quando o tamanho da amostra é pequeno e os dados representam um curto período de tempo em que a estimativa usando R irá sobrestimar o desvio padrão e fazer Cpk menor que Ppk. Não é real, nunca pode haver menor variação no longo prazo, uma vez que o longo prazo está usando todos os dados e não apenas duas partes de dados de cada subgrupo.
avaliar a capacidade do processo com Cp& Cpk espelhar o que é feito (e por que é feito) ao seguir a abordagem Pp& Ppk. A principal diferença é que você usa Cp & Cpk após um processo ter atingido estabilidade ou controle estatístico.
Cpk vs Ppk
Ppk nos diz como um processo foi realizado no passado e você não pode usá-lo prever o futuro porque o processo não está em um estado de controle.
se um processo estiver sob controlo estatístico;
os valores para Cpk e Ppk convergirão para quase o mesmo valor porque sigma e o desvio-padrão da amostra serão idênticos (use um teste F para determinar).
em outras palavras, se Cpk == Ppk, o processo é provável em controle estatístico.
se um processo não estiver sob controlo estatístico;os valores de
Cpk e Ppk serão distintamente diferentes, talvez por uma margem muito ampla.
Qual é a diferença entre Cp e Cpk?
Cp vs Cpk
Cp e Cpk medem o quão consistente você é em torno do seu desempenho médio.
O ‘k’ significa ‘fator centralizador. O índice leva em consideração o fato de que seus dados talvez não estejam centrados.
Cpk nos diz O que um processo é capaz de fazer no futuro, assumindo que ele permanece em um estado de controle estatístico.
o disparo a uma analogia alvo
num conjunto de dados perfeitamente centrado, não haverá diferença entre Cp e Cpk. Pense em atirar dardos em uma placa de dardos e ter o centro do olho do touro ser o 0,0 em um plano cartesiano e as bordas sendo de 3 unidades a partir desse ponto central (vamos usar a borda da placa de dardos ou 3 e -3 como o nosso USL e LSL). Em uma amostra perfeitamente centrada de dardos, a sua distância média do centro, ou Mu, será 0. Um pouco de álgebra nos mostrará que seus números de Cpk e Cp saem da mesma forma. Min((0 – 3)/3s , (3-0)/3s) = (3 – 3)/6s = 1s .
As coisas ficam um pouco mais harriadas quando os dardos se movem para cima, dizem ser centrados em uma média de 2 unidades acima do centro. Agora você acaba com uma Cpk de (3-2) / 3s = 1 / 3s, mas seu PC ainda é o mesmo 1s que antes. É importante notar que como o Cpk usa a função mínima, ele será sempre igual ou menor que o Cp para o mesmo conjunto de dados.o que é o Cpk?
o estacionamento de um carro na analogia da garagem
Se você pensar nas paredes da sua garagem – onde você tem que encaixar o seu carro – eles se tornam os limites da especificação do cliente. Se você passar por esses limites, você vai cair, e o cliente não vai ficar feliz!
Se o seu processo tem muita variação, isso significa que a média do processo está por todo o lado. Não é bom para estacionar um carro, e não é bom para qualquer outro processo. Para dar ao seu processo de estacionamento a melhor chance de sucesso você deve trabalhar na redução da variação e centralização.se o carro é muito largo para a garagem, nada que você faça para centralizar o processo vai ajudar. Você tem que mudar a dispersão do processo (fazer o carro menor.)
Se o carro é muito menor do que a garagem, não importa se você estacioná-lo exatamente no meio; ele vai caber e você tem muito espaço em ambos os lados. Essa é uma das razões pela qual a filosofia six sigma se concentra em remover a variação em um processo.
Se você tem um processo que está em controle e com pouca variação, você deve ser capaz de estacionar o carro facilmente dentro da garagem e, assim, atender às necessidades do cliente. O Cpk diz-lhe a relação entre o tamanho do carro, o tamanho da garagem e o quão longe do meio da garagem estacionou o carro.”
How to Calculate Cpk
Cpk is a measure to show how many standard deviations the specification limits are from the center of the process. Em alguns processos você pode fazer isso visualmente. Outros requerem uma equação.
para encontrar Cpk você precisa calcular uma pontuação Z para o limite de especificação superior (chamado de z USL) e uma pontuação Z para o limite de especificação inferior (chamado Z LSL).
Uma vez que estamos tentando medir quantos desvios padrão se encaixam entre a linha central e o limite de especificação, você não deve se surpreender que o valor desses limites, a média do processo, e o desvio padrão são todos Componentes do cálculo Z.
Cp é uma abreviatura. Existem realmente duas partes; a Cpu superior e a Cpl inferior denotadas, respectivamente. As suas equações são::
Cpl = (média do processo – LSL)/(3*desvio padrão)
Cpu = (média do processo USL)/(3*desvio padrão)
Cpk é meramente o menor valor da Cpl ou Cpu denotado: Cpk= Min (Cpl, Cpu)
por que estamos dividindo por 3 para encontrar Cpk?
sabemos que qualquer limite de especificação tem um limite superior e um limite inferior. Porque você sabe que 6 sigmas-ou 6 desvios padrão são responsáveis por quase todas as eventualidades em um processo (assumindo distribuição normal) você não deve se surpreender ao ver o “/ 3” porque estamos olhando para apenas um lado da distribuição.
calculando Cpk usando um valor Z
Se você tem um valor Z, a equação é muito fácil;
Cpk pode ser determinada dividindo a pontuação Z por três.
uma pontuação z é a mesma que uma pontuação padrão; o número de desvios padrão acima da média.
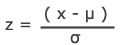
Z = x – média da população / desvio-padrão.
notas e características de Cpk
Cpk e processos centralizados
Se um processo é perfeitamente centrado, ele tem uma Cp de 1. Isso indicaria que a média estava a 3 desvios-padrão do limite superior e do limite inferior.
um processo perfeitamente centrado – um processo que tem uma média exatamente entre os 2 limites de especificação (significando a meio caminho entre os dois terá uma Cpk de 1. Como é possível? Vamos ver as contas.
Se um processo está perfeitamente centrado, então sabemos que o (USL – Process mean) é igual à mesma coisa que o (Process Mean – LSL). Vamos chamar isso de A.
Z USL = USL-média do processo / desvio padrão. então torna – se Z USL = a/ Desvio Padrão
Z LSL = média do processo – LSL / desvio padrão então torna-se Z LSL = a / Desvio Padrão.
a mesma coisa.
Notes on Cpk
- Cpk measures how close a process is performing compared to its specification limits and accounting for the natural variability of the process.maior é melhor. O Cpk maior é, menos provável é que qualquer item esteja fora dos limites da especificação.
- Quando a Cpk é negativa, significa que um processo produzirá uma saída que está fora dos limites das especificações do cliente.quando a média do processo está fora dos limites da especificação do cliente, o valor da Cpk será negativo.
- Cpk pode ter um valor superior e inferior relatado.se o valor superior é 2 e o inferior é 1, dizemos que foi deslocado para a esquerda.
- isto não nos diz nada sobre se o processo é estável ou não.temos de comunicar o menor dos 2 valores.

What are Good Values for Cpk?Lembras-te da analogia do estacionamento na garagem?
Cpk = número negativo: o seu processo irá bater regularmente o carro contra a parede.
Cpk = 0, 5: você tem uma boa chance de bater na parede na entrada.
Cpk =1: o seu carro pode estar apenas a tocar o bordo Mais Próximo da entrada.
Cpk =2: ótimo! Tem uma grande autorização. Pode dobrar a largura do seu carro antes de bater no lado da garagem.
Cpk =3: Excelente! Tem uma excelente autorização. Podes triplicar a largura do carro antes de bateres no lado da garagem.
Como Calcular Cp
assim como você usa Cp & Cpk quando um processo é estável e Pp & Ppk quando um processo é novo, a maneira de calcular cada um são um pouco diferentes, também.
Let’s revisit Pp
Pp = (USL – LSL)/6* s
em Pp, s is the standard deviation, or the ‘fatness’ or dispersion of the bell curve.
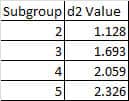
em Cp, substituímos s por e estimativa de σ chamamos σr. Para fazer isso, alavancamos o conceito de intervalo de movimento a partir de um gráfico de barras R em movimento ou um gráfico XMR. Assim, σr =
R Bar vem do intervalo em movimento.
D2 reflecte valores derivados da integração da área sob a curva normal. Muitas vezes usamos uma tabela que dá um valor d2 baseado em quantos subgrupos estavam na amostra.
Cp não conta para a centralização.
Cp = (USL – LSL) /(6* σr)
Cp = (USL – LSL) / (6* R Bar/d2)
Cp para a média do processo perto de USL
Se a média do processo (tendência central) estiver mais próxima da USL, use:/, onde x(bar) é a média do processo.
Cp for Process Mean close to LSL
If your Process Mean (central tendency) is closer to the LSL, use: / , where x(bar) is the Process Mean.
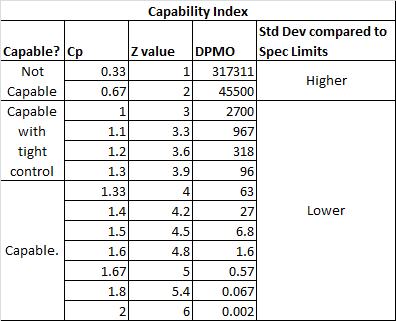
Índice de capacidade
como se relacionam os valores Cp, Z, DPMO , limites de especificação, desvio-padrão e capacidade?
também ver valores Z e capacidade de processo.
Notas na Cp Valores
- Se o quociente for maior do que um, em seguida, a Engenharia, a Tolerância é maior do que o Processo de Propagação de modo que o processo tem o “potencial” para ser capaz (dependendo do processo de centralização).
- se, no entanto, a propagação do Processo é maior do que a tolerância de engenharia, então a variação do processo não vai “caber” dentro da tolerância e o processo não será capaz (mesmo se o processo é centrado adequadamente).
Capability Ratio Cr
the capability ration is the inverse of Cp
Cr = 1/ Cp = ( 6* σr ) / (USL – LSL)
If Cr< 0,75, the process is capable.se Cr = 0,75-1,00, o processo é capaz com controle apertado.Se Cr >1, o processo não é capaz.
Notes on Relating Cp and Cpk
- If Cp = = Cpk, then the process is perfectly centered. Se perfeitamente centrado, Cp = Cpk.
- Porque o Cpk é responsável pela concentração (onde o Cp não é), o Cpk nunca pode ser maior que o Cp.
- ambos assumem um processo estável.
Process Capability Videos
Cpk Videos
Great, clear, concise video on this subject.
“Se você estava produzindo uma Cpk igual a 1, do que você poderia esperar para produzir pelo menos 99,73% de partes boas.”
Palestra sobre a Capacidade do Processo e SPC
ASQ Seis Sigma Black Belt Processo de Certificação de Capacidade de Perguntas:
Pergunta: Dados a ser utilizada no conjunto inicial de um processo, são assumidas como tendo uma distribuição normal. Se o nominal (alvo) é definido no centro da distribuição, e os limites de especificação são definidos a ±3s do centro, então o Cpk é igual a:
Esta seção requer que você seja um passe no seu Six Sigma Exam member. Entre ou inscreva-se em segundos com os botões abaixo!
Login to your account
OR
Matricle in Pass Your Six Sigma Exam
Questions, comments, issues, concerns? Por favor, deixe uma nota nos comentários abaixo!
(a) -0.25
(b) 1.00
(c) 1.33
(D) 1.67
esta secção requer que você seja registrado.questões de capacidade do processo de certificação do Cinturão Verde:
questão: Ao calcular o índice Cp, o que representa o desvio-padrão na fórmula Cp = (USL-LSL) / 6σ?
Esta seção requer que você seja um passe no seu Six Sigma Exam member. Entre ou inscreva-se em segundos com os botões abaixo!
Login to your account
OR
Matricle in Pass Your Six Sigma Exam
Questions, comments, issues, concerns? Por favor, deixe uma nota nos comentários abaixo!
(A) The tolerance interval
(b) The confidence interval for the result
(C) The range of the process
(D) The variance of the index
Esta seção requer que você seja registrado.
Cp, Cpk, Pp, Ppk Practice Questions and Z Charts

Practice makes perfect! Free Cp, Cpk, Pp, Ppk practice questions.
Contribuintes
-

eu originalmente criado SixSigmaStudyGuide.com para ajudar a me preparar para a minha própria faixa Preta de exames. Horas extras eu cresci o site para ajudar dezenas de milhares de candidatos de cinturão Sigma se preparar para o seu cinturão verde & cinturão negro exames. Vá aqui para aprender a passar no seu exame Seis Sigma pela primeira vez!
Ver todos os posts