
Figura 1
soldagem por arco de metal blindado pode não ser o primeiro processo de soldagem que um soldador aprende na escola, mas ainda é uma habilidade valiosa para ter. A demanda por tais habilidades poderia realmente decolar com o ressurgimento de atividades de fabricação pesada nos EUA Oscar Kjellberg inventou o primeiro eletrodo de soldagem revestido do mundo em 1904 mergulhando um fio nu em uma mistura de carbonatos (incluindo celulose de madeira, ou celulose) e silicatos para atuar como um aglutinante. Enquanto os avanços na metalurgia, composição de revestimento de eletrodos, e técnicas de fabricação continuam até hoje, os princípios fundamentais de soldagem por arco de metal blindado (SMAW), também conhecido como soldagem por vara, permanecem. O revestimento de eléctrodos fornece:
- Arc blindagem quando o carbonato de cálcio (CACO3) no revestimento se decompõe em CAO e CO2 sob o calor de arco.
- a fonte primária do sistema de escórias, que suporta a poça de solda e ajuda a remover impurezas do depósito de solda de metal fundido.estabilidade do arco através de elementos como sódio e potássio.
- uma fonte primária de liga e metal de enchimento adicional.
só porque um processo é antigo não significa que não seja relevante. Os eletrodos SMAW são responsáveis por cerca de 20 por cento do mercado de metais de enchimento. A quantidade de eletrodos consumidos, estimada em cerca de 150 milhões a 200 milhões de libras na América do Norte, dividida entre baixo hidrogênio e outros tipos, permaneceu relativamente constante nos últimos cinco anos (ver Figura 1). Esta demanda consistente por eletrodos de SMAW suporta a premissa de que cada aplicação tem um processo de soldagem que funciona melhor, e quando se trata de situações que exigem portabilidade e simplicidade, SMAW oferece os maiores benefícios, que são resumidos na Figura 2.o fio principal de um eléctrodo de SMAW pode ser uma haste sólida, um material fundido ou um fio principal fabricado. O core wire conduz corrente elétrica ao arco para derreter o metal de base e fornece o material de enchimento para a junta de soldagem. O core wire pode ou não ser ligado. As classes típicas do core wire incluem o aço-carbono para o aço leve e elétrodos de baixa liga e 304L, 308L, 309L, e 316L de fio-núcleo inoxidável para elétrodos de aço inoxidável.
muitos fios especiais também estão disponíveis, incluindo alumínio e aqueles para Acúmulo e hardfacing. Estes eletrodos têm uma composição de núcleo de fio que complementa o revestimento e projeto de eletrodos para a classificação e aplicação.
As três categorias primárias de eléctrodos—celulose, rutilo e básico (baixo hidrogénio)-obtêm o seu nome do tipo de revestimento. Revestimentos de elétrodos ajudam a otimizar o desempenho para várias aplicações, influenciando a rapidez com que a escória congela; penetração (profunda, média ou leve); e taxa de deposição. O revestimento também contribui para uma boa iniciação de arco, resquícios fáceis, controle de poça, e um arco estável com salpicos mínimos.celulósico. O revestimento em um eletrodo celulósico contém até 30 por cento ou mais farinha de madeira. O revestimento é relativamente fino (12 a 15 por cento do diâmetro do eletrodo) e produz uma escória fina, facilmente removível, de congelação rápida adequada para a soldagem em todas as posições, incluindo vertical-para cima e vertical-para baixo. Os eléctrodos celulósicos proporcionam um arco de escavação / condução com penetração profunda (ver Figura 3). A poça de solda wets e se espalha bem, demonstra excelentes propriedades mecânicas, e tem ondulações distintas. Eletrodos celulósicos incluem E6010, E7010, e E6011, que são tipicamente usados para tubulações, barcaças, reparos agrícolas, trabalhos de manutenção e placa suja.
Rútilo. O Rútilo é um mineral composto principalmente por dióxido de titânio. Os eléctrodos de rutilo como os eléctrodos de aço inoxidável da classe E6013, E7014 e os eléctrodos de aço inoxidável da classe XXX-16 oferecem um arco macio com penetração mais leve do que os eléctrodos celulósicos. A escória é facilmente controlada, e o arco acende e restaura facilmente, oferecendo maior apelo soldador. Eles normalmente são usados em aplicações gerais de fabricação onde as propriedades mecânicas para soldamentos críticos não são necessárias.básico. Eléctrodos básicos oferecem um arco com penetração média e excelentes propriedades mecânicas. O revestimento é pó de ferro de baixo hidrogénio, TiO2, CaCO3 e CaF2 (fluoreto de cálcio). O revestimento é de espessura média, e a adição de pó de ferro aumenta a deposição. Congela relativamente rápido para permitir a solda plana, horizontal, vertical e superior. Eletrodos básicos como E7018 são usados para soldagens críticas em construções estruturais de aço, pontes, navios e aplicações offshore de petróleo e gás, onde as propriedades mecânicas são importantes. a Figura 4 é um resumo dos eléctrodos, características e composição.até à data, os eléctrodos têm sido referidos pela sua classificação AWS, uma combinação de letras-número que transmite informações essenciais e é impressa ao lado do eléctrodo (ver Figura 5). Tomando E7018 como exemplo:
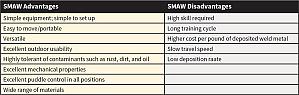
Figura 2
SMAW pode não ser o processo de soldagem mais produtivo, mas é extremamente versátil na medida em que pode ser aplicado quase em qualquer lugar e pode fornecer uma junta sólida.
70 = resistência mínima, neste caso uma resistência à tracção superior a 70 000 PSI
1 = capacidades de soldadura em toda a posição
8 = características indicadas na Fig. 2,
especialmente que funciona em corrente alternada ou DC+ corrente
H4 = nível difusível de hidrogénio
r = máximo de 0,4% de humidade
em peso após exposição
a cor do eléctrodo é principalmente cosmética e muitas vezes resulta de óxidos que se tornam parte do sistema de escórias. Não seleccione um eléctrodo pela sua cor; confirmar a classificação AWS e / ou o nome do eléctrodo olhando para a impressão no revestimento. Para os curiosos, as cores significam o seguinte:

Figura 3
eletrodos Celulósicos produzir uma fina, facilmente removível camada de escória (operador apenas escovado sua luva sobre esta pérola) e distintas esferas ondulações.
Verde = óxido de cromo
Branco = óxido de titânio
= Azul cobalto, óxido
Tan = ferrita de zinco e óxido de ferro
Ficar Centralizado
A espessura do revestimento de um eletrodo pode variar de finas (E6010) grosso (E7024) dependendo se o revestimento é projetado para produzir um rápido sistema de escória de resfriamento ou contribuir de enchimento e de elementos de liga. Independentemente da espessura, um eléctrodo de qualidade tem um revestimento concêntrico (ver Figura 6). Caso contrário, o arco pode vaguear para um lado. Durante a soldagem, uma cratera de revestimento ajuda a concentrar e direcionar a força de arco e metal fundido. Quando o revestimento não é concêntrico ao Cabo central, o eléctrodo arde de forma desigual, deixando uma projecção no lado onde o revestimento é mais pesado. Esta condição é muitas vezes referida como unhas. Os sintomas incluem má direção arc, esferas de soldadura inconsistentes, blindagem deficiente e falta de penetração.
Wrestling Com a Umidade
Hoje, operadores de ver eletrodos E7018 com um H4R designação impressa em tinta, o que indica que ele pode ser usado por até nove horas após ser retirado da embalagem hermeticamente fechada e ainda depositar um metal de solda com menos de 4 mililitros de difusor de hidrogênio por 100 gramas do metal de solda depositado e tem uma absorção de umidade inferior a 0,4 por cento no revestimento após a exposição. Ao usá-los durante um turno de oito horas, você não precisa estar preocupado que estes eletrodos H4R (ver Figura 7) tenham absorvido excesso de umidade atmosférica, o que poderia promover o craqueamento de hidrogênio e minimizar a necessidade de um caddy aquecido.
dito isto, todos os eléctrodos requerem armazenamento e recondicionamento adequados. O principal culpado pela má performance do eletrodo é a umidade. Demasiada humidade num eléctrodo E7018 pode levar a craqueamento de hidrogénio. Qualquer recipiente aberto deve ser armazenado entre 225 e 300 graus F. Se necessário, os eléctrodos de baixo hidrogénio podem ser recondicionados por cozedura num forno de vara durante uma hora a 700 graus F. armazenem sempre os eléctrodos de baixo hidrogénio separadamente, e não os armazenem no mesmo forno de vara com outros eléctrodos.
com eletrodos celulósicos, que têm 4 a 6 por cento de umidade em seu revestimento (em comparação com 0,4 por cento em um E7018 H4R), pouca umidade pode impedir o revestimento de produzir gás de blindagem adequada e resultar em má performance. Conservar EXX10 e EXX11 à temperatura ambiente num recipiente hermético. Os eléctrodos do rutilo (EXX12, EXX13, EXX14 e EXX24) devem ser armazenados a 100 a 150 graus F. Se suspeitar que os eléctrodos são antigos, é melhor descartá-los e comprar frescos. Enquanto pacotes menores custam mais por libra, pelo menos eles não vão desperdiçar.as fontes de energia para SMAW
a revisão de todos os requisitos para a seleção de fontes de energia SMAW por diversas aplicações tem de ser objeto de um artigo separado, especialmente quando se considera máquinas de soldar movidas por motores. No entanto, como o foco atual é na composição de eletrodos, a conexão entre eletrodos e os controles comumente encontrados em muitas fontes populares de energia baseadas em inversores deve ser notado. Alguns destes controles incluem seleção de eletrodos, arranque a quente ajustável, e força de arco ajustável.os comandos de selecção de eléctrodos permitem-lhe, com o simples empurrão de um botão ou a rotação de um botão, optimizar automaticamente a curva volt/amp da máquina e as características de arco para eléctrodos específicos (ver Figura 8). As seleções comuns incluem aquelas que diferenciam entre eletrodos básicos, rúteis e celulósicos. Anteriormente você tinha que selecionar uma determinada máquina e ajustar vários controles finos e grosseiros para obter o desempenho desejado e características.
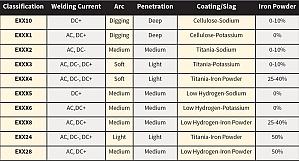
Figura 4
devido à sua capacidade de trabalhar bem em aplicações de soldadura vertical e superior, eléctrodos de baixo hidrogénio são os consumíveis mais amplamente utilizados quando se trata de SMAW.
o arranque a quente aumenta a corrente para além do valor definido por alguns milissegundos para ajudar a estabelecer o arco. Como os eletrodos E6010 e E6013 são leves, eles não precisam de muita assistência; E7018 eletrodos se beneficiam de um começo quente.
O Controlo da força de arco aumenta a amperagem quando a tensão desce abaixo de um determinado limiar, o que lhe permite empurrar o eléctrodo para a articulação sem o eléctrodo colado. Devido ao seu arco de condução, os eléctrodos E6010 não necessitam de muita intervenção de controlo adicional. E7018 eletrodos, no entanto, podem se beneficiar de valores de força de arco mais elevados. Ao experimentar, comece com valores baixos ou neutros e aumente gradualmente a quantidade em 5 ou 10 pontos percentuais.Note que os eléctrodos celulósicos requerem mais tensão do que os outros eléctrodos. Além disso, se você usar o que é chamado de uma técnica de “chicote e pausa” para soldar vertical-up, o comprimento do arco muda, e a fonte de energia de soldagem precisa manter o arco estabelecido. Por causa disso, as fontes de energia boas para executar eletrodos E6010 compartilham duas características. Em primeiro lugar, eles têm uma alta tensão de circuito aberto (OCV), que é a tensão no eletrodo antes do arco ser atingido (nenhuma corrente está sendo desenhada). Uma analogia frequente é que OCV—e lembre-se que a tensão fornece pressão elétrica-é como uma mangueira de jardim com a água ligada e antes do bocal ser aberto. Uma fonte de energia que fornece boa pressão elétrica garante um melhor arco começa.em segundo lugar, as boas fontes de energia para E6010 têm um grande indutor. Um indutor resiste a uma mudança na corrente elétrica que passa por ele. Eles são ditos para ” manter o poder “ou agir como uma” reserva de poder ” para manter o arco estabelecido como você manipula o eletrodo. Fontes de energia convencionais e geradores de solda usam magnéticos grandes, como o fio de cobre enrolado em torno de um núcleo de ferrite. Fontes de energia baseadas no inversor usam eletrônicos e magnéticos muito menores para minimizar o peso global.
princípios operacionais
Quando você está aprendendo SMAW, independentemente do tipo de eletrodo ou fonte de energia, lembre-se que os resultados são controlados pela gestão de cinco variáveis:
- Corrente. Isto está definido no controlo da fonte de energia.ângulo de viagem. Ao soldar nas posições plana e horizontal, arraste o eléctrodo num ângulo de 5 a 10 graus. Ao soldar vertical ou em cima, empurre o eléctrodo para um ângulo de 5 a 10 graus.
- Comprimento Do Arco. Geralmente, isto não é mais do que o diâmetro do eletrodo e mais frequentemente 1/16 a 3/32 in. longo. Por exemplo, ver Figura 9. Lembre-se que a tensão é proporcional à distância. Empurre o eléctrodo para mais perto para arrefecer a poça e segure um arco mais longo para aumentar o calor.velocidade de deslocação. Ajustar a viagem para controlar a largura da poça. Deve ser cerca de 1,5 vezes a não mais de 2 vezes o diâmetro do eletrodo. manipulação. Pergunte a 10 operadores sobre sua técnica de manipulação, e você receberá 10 respostas diferentes. Além disso, as técnicas variam de acordo com o tipo de eletrodo; amperagem; posição; configuração da articulação; e se a solda é uma passagem de raiz, enchimento ou tampa. Comece por aprender a usar uma técnica de arrastamento direto em placa plana ou talvez adicionando um movimento circular apertado.
início básico
para golpear um arco com qualquer eletrodo, Toque no eletrodo onde o trabalho está para começar, e, em seguida, adicionar um leve movimento de Elevação e arranhão para estabelecer o comprimento de arco adequado e evitar que o eletrodo de colagem. Para eletrodos celulósicos e rúteis, você pode avançar depois de estabelecer o arco. Contudo, os eléctrodos de baixo hidrogénio podem não proteger adequadamente a soldadura durante o início do arco devido à composição do revestimento. Com estes eletrodos, a técnica de partida correta envolve golpear o arco cerca de 3/16 em. (um ou dois diâmetros de eléctrodos) à frente do início da soldadura. Depois de estabelecer o comprimento do arco, mova o eletrodo de volta para amarrar a nova solda com a anterior (ou para derreter a borda traseira da junta ao fazer a solda inicial). Em seguida, avançar para que o arco totalmente estabelecido solda sobre o local da greve arco e consumi-lo. se está a aprender SMAW pela primeira vez, pode optar por um eléctrodo de rutilo de fácil utilização. No entanto, quem planeja soldar estruturas profissionais ou críticas (e isso inclui instrumentos agrícolas) deve aprender com os eletrodos usados para essas aplicações, e isso significa dominar elétrodos básicos e celulósicos.