
Rysunek 1
Spawanie łukowe w osłonie metalu może nie być pierwszym procesem spawania, którego spawacz uczy się w szkole, ale nadal jest cenną umiejętnością.
Oscar Kjellberg wynalazł pierwszą na świecie powlekaną elektrodę spawalniczą w 1904 roku, zanurzając goły drut w mieszaninie węglanów (w tym pulpy drzewnej lub celulozy) i krzemianów, aby działać jako spoiwo. Podczas gdy postęp w metalurgii, skład powłok elektrodowych i technik wytwarzania nadal do dziś, podstawowe zasady ekranowanego spawania łukowego metalu (SMAW), powszechnie znany jako spawanie stick, pozostają. Powłoka elektrodowa zapewnia:
- ekranowanie łuku, gdy węglan wapnia (CACO3) w powłoce rozkłada się do CAO i CO2 pod wpływem ciepła łuku.
- podstawowe źródło układu żużla, które obsługuje kałużę spawalniczą i pomaga usunąć zanieczyszczenia ze stopionego metalu.
- stabilność łuku dzięki pierwiastkom takim jak sód i potas.
- podstawowe źródło stopów i dodatkowego metalu wypełniającego.
to, że proces jest stary, nie znaczy, że nie ma znaczenia. Elektrody SMAW stanowią około 20 procent rynku metali wypełniających. Ilość zużytych elektrod, szacowana na około 150 milionów do 200 milionów funtów w Ameryce Północnej, podzielona na niskoemisyjne i inne typy, pozostaje stosunkowo stała przez ostatnie pięć lat (patrz rysunek 1). To stałe zapotrzebowanie na elektrody SMAW potwierdza założenie, że każda aplikacja ma proces spawania, który działa najlepiej, a jeśli chodzi o sytuacje, które wymagają przenośności i prostoty, SMAW oferuje najwięcej korzyści, które podsumowano na rysunku 2.
podstawowe zasady
Drut rdzeniowy w elektrodzie SMAW może być ciągnionym prętem, materiałem odlewanym lub wykonanym drutem rdzeniowym. Drut rdzeniowy przewodzi prąd elektryczny do łuku w celu stopienia metalu nieszlachetnego i zapewnia materiał wypełniający do połączenia spawalniczego. Przewód rdzeniowy może, ale nie musi być stopowy. Typowe gatunki drutów rdzeniowych obejmują stal węglową do stali miękkiej i elektrod niskostopowych oraz Drut rdzeniowy ze stali nierdzewnej 304L, 308L, 309L i 316L do elektrod ze stali nierdzewnej.
dostępnych jest również wiele drutów specjalnych, w tym aluminiowych i tych do nagromadzenia i napawania. Elektrody te mają skład drutu rdzeniowego, który uzupełnia konstrukcję powłoki i elektrody do klasyfikacji i zastosowania.
trzy podstawowe kategorie elektrod—celulozowa, rutylowa i podstawowa (niskowodorowa)-uzyskują swoją nazwę od rodzaju powłoki. Powłoki elektrodowe pomagają zoptymalizować wydajność w różnych zastosowaniach, wpływając na szybkość zamarzania żużla, penetrację (głęboką, średnią lub łagodną) oraz szybkość osadzania. Powłoka przyczynia się również do dobrego inicjowania łuku, łatwego restrikingu, kontroli kałuży i stabilnego łuku przy minimalnym rozprysku.
celulozy. Powłoka elektrody celulozowej zawiera do 30 procent lub więcej mąki drzewnej. Powłoka jest stosunkowo cienka (12 do 15 procent średnicy elektrody) i wytwarza cienki, łatwo usuwalny, szybko zamarzający żużel odpowiedni do spawania we wszystkich pozycjach, w tym pionowo-w górę i pionowo-w dół. Elektrody celulozowe zapewniają łuk kopania / jazdy z głęboką penetracją (patrz rysunek 3). Kałuża spoiny dobrze się zwilża i rozprowadza, wykazuje doskonałe właściwości mechaniczne i ma charakterystyczne zmarszczki. Elektrody celulozowe obejmują E6010, E7010 i e6011, które są zwykle używane do rur, barek, napraw w gospodarstwie, prac konserwacyjnych i brudnej płyty.
Rutyl. Rutyl jest minerałem składającym się głównie z dwutlenku tytanu. Elektrody rutylowe, takie jak E6013, E7014 i elektrody ze stali nierdzewnej klasy XXX-16, oferują miękki łuk o lżejszej penetracji niż elektrody celulozowe. Żużel jest łatwo kontrolowany, a Łuk zapala się i restriks łatwo, oferując większą atrakcyjność spawacza. Zwykle są one stosowane w ogólnych zastosowaniach produkcyjnych, w których właściwości mechaniczne dla krytycznych spawów nie są wymagane.
Basic. Podstawowe elektrody oferują łuk o średniej penetracji i doskonałych właściwościach mechanicznych. Powłoka to niskowodorowy proszek żelaza, TiO2, CaCO3 i CaF2 (fluorek wapnia). Powłoka ma średnią grubość,a dodatek proszku żelaznego zwiększa osadzanie. Zamraża się stosunkowo szybko, aby umożliwić spawanie płaskie, poziome, pionowe i napowietrzne. Podstawowe elektrody, takie jak E7018, są stosowane do krytycznych spoin w konstrukcjach ze stali konstrukcyjnej, mostach, statkach i morskich aplikacjach naftowych i gazowych, w których właściwości mechaniczne są ważne.
Rysunek 4 to podsumowanie elektrod, właściwości i składu.
do tej pory elektrody były określane przez ich klasyfikację AWS, kombinację literowo-numeryczną, która przekazuje istotne informacje i jest drukowana z boku elektrody (patrz rysunek 5). Na przykładzie E7018:
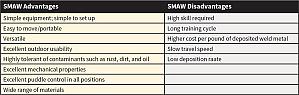
Rysunek 2
SMAW może nie być najbardziej produktywnym procesem spawania, ale jest niezwykle wszechstronny, ponieważ może być stosowany prawie wszędzie i może zapewnić solidne połączenie.
70 = minimalna wytrzymałość, w tym przypadku a
wytrzymałość na rozciąganie większa niż 70 000 PSI
1 = wszystkie możliwości spawania
8 = charakterystyka podana na Fig. 2,
zwłaszcza, że działa na AC lub DC+ Prąd
H4 = dyfuzyjny poziom wodoru
r = maksymalnie 0,4 procent wilgotności
wagowo po ekspozycji
kolor elektrody jest głównie kosmetyczny i często wynika z tlenków, które stają się częścią układu żużlowego. Nie wybieraj elektrody według jej koloru; potwierdź klasyfikację AWS i / lub nazwę elektrody, patrząc na nadruk na powłoce. Dla ciekawskich kolory oznaczają:

Rysunek 3
elektrody celulozowe wytwarzają cienką, łatwo usuwalną warstwę żużla (operator właśnie otarł rękawicę o ten koralik) i charakterystyczne zmarszczki koralików.
Zielony = tlenek chromu
Biały = tlenek tytanu
Niebieski = tlenek kobaltu
Tan = ferryt cynku i tlenek żelaza
pozostań wyśrodkowany
grubość powłoki na elektrodzie może wynosić od cienkiej (E6010) do grubej (E7024) w zależności od tego, czy powłoka powłoka jest zaprojektowana w celu wytworzenia szybko zamarzającego systemu żużla lub przyczynienia się do wypełniacza i elementów stopowych. Niezależnie od grubości, elektroda wysokiej jakości ma koncentryczną powłokę (patrz rysunek 6). W przeciwnym razie łuk może wędrować na jedną stronę. Podczas spawania Krater powlekający pomaga skoncentrować i skierować siłę łuku i stopiony metal. Gdy powłoka nie jest koncentryczna z drutem rdzeniowym, elektroda pali się nierównomiernie, pozostawiając rzut na stronie, w której powłoka jest najcięższa. Warunek ten jest często określany jako paznokcie. Objawy obejmują zły kierunek łuku, niespójne koraliki spoiny, słabe ekranowanie i brak penetracji.
zmaganie się z wilgocią
obecnie operatorzy widzą elektrody E7018 z nadrukowanym na powłoce oznaczeniem H4R, co oznacza, że mogą być używane do dziewięciu godzin po wyjęciu z hermetycznie zamkniętego opakowania i nadal osadzają Metal spoiny z mniej niż 4 mililitrami dyfuzyjnego wodoru na 100 gramów osadzonego metalu spoiny i mają absorpcję wilgoci mniejszą niż 0,4 procent w powłoce po ekspozycji. Podczas korzystania z nich przez ośmiogodzinną zmianę, nie musisz się martwić, że te elektrody H4R (patrz rysunek 7) pochłonęły nadmiar wilgoci atmosferycznej, co może sprzyjać pękaniu wodorowemu i zminimalizować potrzebę podgrzewania prętów.
wszystkie elektrody wymagają odpowiedniego przechowywania i regeneracji. Głównym winowajcą słabej wydajności elektrod jest wilgoć. Zbyt duża wilgotność elektrody E7018 może prowadzić do pękania wodorowego. Każdy otwarty pojemnik należy przechowywać w temperaturze 225 do 300 stopni F. W razie potrzeby elektrody o niskiej zawartości wodoru można regenerować przez pieczenie w piecu prętowym przez jedną godzinę w temperaturze 700 stopni F. zawsze przechowuj elektrody o niskiej zawartości wodoru osobno i nie przechowuj ich w tym samym piecu prętowym z innymi elektrodami.
w przypadku elektrod celulozowych, które mają 4 do 6 procent wilgoci w powłoce (w porównaniu do 0,4 procent w E7018 H4R), zbyt mała wilgotność może uniemożliwić powlekanie odpowiednim gazem ekranującym i spowodować słabą wydajność. EXX10 i EXX11 przechowywać w temperaturze pokojowej w hermetycznym pojemniku. Elektrody rutylowe (EXX12, EXX13, EXX14 i EXX24) powinny być przechowywane w temperaturze od 100 do 150 stopni F.
Jeśli podejrzewasz, że elektrody są stare, najlepiej wyrzucić je i kupić świeże. Podczas gdy mniejsze pakiety kosztują więcej za Funt, przynajmniej nie będą się marnować.
Źródła zasilania SMAW
przegląd wszystkich wymagań dotyczących doboru źródeł zasilania SMAW w różnych zastosowaniach musi być przedmiotem osobnego artykułu, zwłaszcza w przypadku spawarek napędzanych silnikiem. Ponieważ jednak obecnie koncentrujemy się na składzie elektrod, należy zwrócić uwagę na połączenie między elektrodami a sterownikami powszechnie występującymi w wielu popularnych źródłach zasilania opartych na falownikach. Niektóre z tych elementów sterujących obejmują wybór elektrody, regulowany gorący start i regulowaną siłę łuku.
sterowanie wyborem elektrod umożliwia, za pomocą jednego przycisku lub pokrętła, automatyczną optymalizację krzywej volt/amp i charakterystyki łuku maszyny dla określonych elektrod (patrz rysunek 8). Typowe wybory obejmują te, które odróżniają elektrody podstawowe, rutylowe i celulozowe. Wcześniej trzeba było wybrać konkretną maszynę i dostosować różne drobne i zgrubne elementy sterujące, aby uzyskać pożądaną wydajność i właściwości.
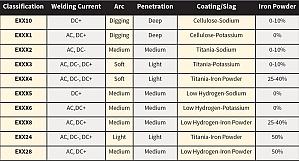
Rysunek 4
ze względu na swoją zdolność do pracy w aplikacjach spawania pionowego i napowietrznego, elektrody o niskiej zawartości wodoru są najczęściej stosowanymi materiałami eksploatacyjnymi, jeśli chodzi o SMAW.
gorący start zwiększa prąd poza ustawioną wartość na kilka milisekund, aby pomóc w ustaleniu łuku. Ponieważ elektrody E6010 i E6013 łatwo się świecą, nie potrzebują dużej pomocy; elektrody E7018 korzystają z gorącego rozruchu.
kontrola siły łuku zwiększa natężenie prądu, gdy napięcie spadnie poniżej pewnego progu, co umożliwia wepchnięcie elektrody do złącza bez przywierania elektrody. Ze względu na łuk napędowy, elektrody E6010 nie wymagają dodatkowej interwencji sterującej. Elektrody E7018 mogą jednak korzystać z wyższych wartości siły łuku. Eksperymentując, zacznij od niskich lub neutralnych wartości i stopniowo zwiększaj ilość o 5 lub 10 punktów procentowych.
zauważ, że elektrody celulozowe wymagają większego napięcia niż inne elektrody. Ponadto, jeśli używasz techniki zwanej „batem i pauzą” do spawania w pionie, zmienia się długość łuku, a źródło zasilania spawania musi utrzymywać łuk. Z tego powodu źródła zasilania dobre do pracy elektrod E6010 mają dwie cechy. Po pierwsze, mają wysokie napięcie obwodu otwartego (OCV), które jest napięciem na elektrodzie przed uderzeniem łuku (nie pobiera się Prądu). Częstą analogią jest to, że OCV-i pamiętaj, że napięcie zapewnia ciśnienie elektryczne-jest jak wąż ogrodowy z włączoną wodą i przed otwarciem dyszy. Źródło zasilania zapewniające dobre ciśnienie elektryczne zapewnia lepsze rozruchy łuku.
Po Drugie, dobre źródła zasilania dla E6010 mają duży induktor. Induktor jest odporny na zmianę prądu elektrycznego przechodzącego przez niego. Mówi się, że „trzymają moc” lub działają jako „rezerwa mocy”, aby utrzymać łuk ustalony podczas manipulowania elektrodą. Konwencjonalne źródła zasilania i generatory spawalnicze wykorzystują duże magnesy, takie jak drut miedziany owinięty wokół rdzenia ferrytowego. Źródła zasilania oparte na falownikach wykorzystują elektronikę i znacznie mniejsze magnesy, aby zminimalizować całkowitą wagę.
zasady działania
ucząc się SMAW, niezależnie od rodzaju elektrody czy źródła zasilania, pamiętaj, że wyniki są kontrolowane przez zarządzanie pięcioma zmiennymi:
- prąd. To jest ustawione na kontroli źródła zasilania.
- kąt jazdy. Podczas spawania w pozycji płaskiej i poziomej, przeciągnij elektrodę pod kątem 5 do 10 stopni. Podczas spawania pionowego lub nad głową, popchnij elektrodę pod kątem 5 do 10 stopni.
- Długość łuku. Ogólnie rzecz biorąc, jest to nie więcej niż średnica elektrody i częściej 1/16 do 3/32 cala. długo. Na przykład, patrz rysunek 9. Pamiętaj, że napięcie jest proporcjonalne do odległości. Naciśnij elektrodę bliżej, aby schłodzić kałużę i przytrzymaj dłuższy łuk, aby zwiększyć ciepło.
- prędkość jazdy. Dostosuj podróż, aby kontrolować szerokość kałuży. Powinna być około 1,5 razy do nie więcej niż 2 razy średnica elektrody.
- manipulacja. Zapytaj 10 operatorów o ich technikę manipulacji, a otrzymasz 10 różnych odpowiedzi. Co więcej, techniki różnią się w zależności od rodzaju elektrody; natężenie prądu; pozycja; Konfiguracja połączenia; i czy spoina jest korzeniem, wypełnieniem lub przepustem czapki. Zacznij od nauki używania prostej techniki przeciągania na płaskiej płycie lub może przez dodanie ciasnego ruchu kołowego.
podstawowy początek
aby uderzyć w łuk dowolną elektrodą, dotknij elektrody, w której ma się rozpocząć praca, a następnie dodaj niewielki ruch podnoszenia i zarysowania, aby ustalić odpowiednią długość łuku i zapobiec przyklejaniu się elektrody. W przypadku elektrod celulozowych i rutylowych można iść do przodu po ustanowieniu łuku. Jednak elektrody o niskiej zawartości wodoru mogą nie odpowiednio osłaniać spoiny podczas rozruchu łuku ze względu na skład powłoki. W przypadku tych elektrod prawidłowa technika rozruchu polega na uderzaniu łuku o 3/16 cala. (jedna lub dwie średnice elektrody) przed miejscem rozpoczęcia spoiny. Po ustaleniu długości łuku przesuń elektrodę z powrotem, aby związać nową spoinę z poprzednią (lub stopić tylną krawędź złącza podczas wykonywania początkowej spoiny). Następnie posunąć się do przodu, tak aby w pełni ugruntowany łuk spoinował się w miejscu uderzenia łuku i pochłonął go.
Jeśli po raz pierwszy uczysz się SMAW, możesz zdecydować się na przyjazną dla użytkownika elektrodę rutylową. Jednak każdy, kto planuje spawanie profesjonalnych lub krytycznych struktur (w tym narzędzi rolniczych), powinien uczyć się z elektrodami używanymi do tych zastosowań, a to oznacza opanowanie podstawowych i celulozowych elektrod.