
Figur 1
Skjermet metallbuesveising er kanskje ikke den første sveiseprosessen en sveiser lærer på skolen, men det er fortsatt en verdifull ferdighet å ha. Etterspørselen etter slike ferdigheter kunne virkelig ta av med en gjenoppblomstring i tunge fabricating aktiviteter i USA
Oscar Kjellberg oppfant verdens første belagte sveiseelektrode i 1904 ved å dyppe en naken ledning i en blanding av karbonater (inkludert tremasse eller cellulose) og silikater for å fungere som bindemiddel. Mens fremskritt innen metallurgi, elektrodebeleggblanding og produksjonsteknikker fortsetter til denne dagen, forblir de grunnleggende prinsippene for skjermet metallbuesveising (SMAW), også kjent som stavsveising. Elektrodebelegg gir:
- Arc skjerming når kalsiumkarbonat (CACO3) i belegget brytes NED TIL CAO OG CO2 under bue varme.
- den primære kilden til slagg systemet, som støtter sveis dam og bidrar til å fjerne urenheter fra smeltet metall sveise innskudd.
- Bue stabilitet gjennom elementer som natrium og kalium.
- en primær kilde til legering og ekstra fyllstoffmetall.
Bare fordi en prosess er gammel betyr ikke at den ikke er relevant. SMAW elektroder står for om lag 20 prosent av filler metall markedet. Mengden elektroder som forbrukes, estimert til rundt 150 millioner til 200 millioner pund I Nord-Amerika, delt mellom lav-hydrogen og andre typer, har vært relativt konstant de siste fem årene (Se Figur 1). Denne konsekvente etterspørselen etter SMAW-elektroder støtter premisset om at hver applikasjon har en sveiseprosess som fungerer best, og NÅR det gjelder situasjoner som krever bærbarhet og enkelhet, TILBYR SMAW de fleste fordeler, som er oppsummert Figur 2.
Grunnleggende Prinsipper
kjernetråden i EN SMAW-elektrode kan være en solid trukket stang, et støpt materiale eller en fabrikkert kjernetråd. Kjernetråden fører elektrisk strøm til buen for å smelte grunnmetallet og gir fyllmaterialet til sveiseleddet. Kjernetråden kan eller ikke kan legeres. Typiske kjerne trådkarakterer inkluderer karbonstål for mildt stål og lavlegeringselektroder og 304l, 308l, 309l og 316l rustfritt kjernetråd for rustfritt stålelektroder.Mange spesialitet ledninger er også tilgjengelig, inkludert aluminium og de for buildup og hardfacing. Disse elektrodene har en kjerne wire sammensetning som utfyller belegg og elektrode design for klassifisering og anvendelse.
de tre primære kategoriene av elektroder-cellulose, rutil og grunnleggende (lav-hydrogen) – får navnet sitt fra belegningstypen. Elektrodebelegg bidrar til å optimalisere ytelsen for ulike applikasjoner ved å påvirke hvor raskt slaggen fryser; penetrasjon (dyp, middels eller mild); og avsetningshastighet. Belegget bidrar også til god lysbue initiering, enkel restrikes, vanndam kontroll, og en stabil lysbue med minimal sprut.
Cellulose. Belegget på en celluloseelektrode inneholder opptil 30 prosent eller mer tremel. Belegget er relativt tynt (12 til 15 prosent av elektrodens diameter)og produserer en tynn, lett avtagbar, hurtigfrysende slagg egnet for all-posisjonssveising, inkludert vertikal opp og vertikal ned. Celluloseelektroder gir en grave – / kjørebue med dyp penetrasjon (Se Figur 3). Sveisepytten tåler og sprer seg godt, demonstrerer gode mekaniske egenskaper, og har særegne krusninger. Celluloseelektroder inkluderer E6010, E7010 og E6011, som vanligvis brukes til rør, lektere, gårdsreparasjoner, vedlikeholdsarbeid og skitten plate.
Rutil. Rutil er et mineral som hovedsakelig består av titandioksid. Rutile elektroder som e6013, E7014 og XXX-16 klasse rustfritt stål elektroder tilbyr en myk bue med lettere penetrasjon enn celluloseelektroder. Slaggen er lett kontrollert, og buen antenner og gjenoppretter lett, og gir større sveiser appell. De brukes vanligvis i generelle fabrikasjonsapplikasjoner der det ikke kreves mekaniske egenskaper for kritiske sveisinger.
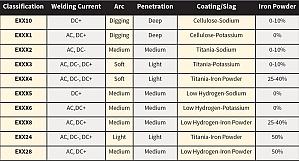
Grunnleggende. Grunnelektroder tilbyr en lysbue med middels gjennomtrengning og gode mekaniske egenskaper. Belegget er lav-hydrogen jernpulver, TiO2, CaCO3 Og caf2 (kalsiumfluorid). Belegget er av middels tykkelse, og tilsetningen av jernpulver øker avsetningen. Det fryser relativt raskt for å muliggjøre flat, horisontal, vertikal opp og overhead sveising. Grunnleggende elektroder som E7018 brukes til kritiske sveiser i konstruksjonsstålkonstruksjon, broer, skip og offshore olje-og gassapplikasjoner der mekaniske egenskaper er viktige. Figur 4 Er et sammendrag av elektroder, egenskaper og sammensetning.
så langt elektroder har blitt referert til AV DERES AWS klassifisering, en bokstav-nummer kombinasjon som formidler viktig informasjon og er trykt på siden av elektroden (Se Figur 5). Ta E7018 som et eksempel:
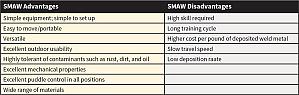
Figur 2
SMAW er kanskje ikke den mest produktive sveiseprosessen, MEN DEN er ekstremt allsidig fordi den kan brukes nesten hvor som helst og kan levere en solid ledd.
70 = Minimum styrke, i dette tilfellet en
strekkfasthet større enn 70 000 PSI
1 = Sveiseegenskaper Ved alle posisjoner
8 = Egenskaper som er angitt I Fig. 2,
spesielt at den kjører PÅ AC ELLER DC+ strøm
H4 = Diffusible hydrogen nivå
R = Maksimalt 0,4 prosent fuktighet
etter vekt etter eksponering
Elektrodefarge er for det meste kosmetisk og resulterer ofte fra oksider som blir en del av slaggsystemet. Ikke velg en elektrode etter farge; bekreft AWS klassifisering og / eller elektroden navn ved å se på utskrift på belegget. For nysgjerrige, farger betegne følgende:

Figur 3
Celluloseelektroder produsere en tynn, lett avtagbar slagg lag (operatøren bare børstet hansken over denne perle) og karakteristiske perle krusninger.
Grønn = kromoksid
Hvit = titanoksid
Blå = koboltoksid
Tan = sink ferrit og jernoksid
Hold Deg Sentrert
tykkelsen på belegget på en elektrode kan variere fra tynn (E6010) til tykk (E7024), avhengig av om belegget på en elektrode er er designet for å produsere et hurtigfrysende slaggsystem eller bidra Med Fyllstoff og legeringselementer. Uansett tykkelse har en kvalitetselektrode et konsentrisk belegg(Se Figur 6). Ellers kan buen vandre til den ene siden. Under sveising, et belegg krater bidrar til å konsentrere og direkte bue kraft og smeltet metall. Når belegget ikke er konsentrisk til kjernetråden, brenner elektroden ujevnt, og gir et fremspring på siden der belegget er det tyngste. Denne tilstanden er ofte referert til som fingernailing. Symptomer inkluderer dårlig bueretning, inkonsekvente sveiseperler, dårlig skjerming og mangel på penetrasjon.
Bryting Med Fuktighet
i Dag ser operatører e7018 elektroder med EN H4R-betegnelse trykt på belegget, noe som indikerer at den kan brukes opptil ni timer etter å ha blitt fjernet fra den hermetisk forseglede emballasjen og fortsatt innskuddsveismetall med mindre enn 4 milliliter diffuserbart hydrogen per 100 gram avsatt sveisemetall og har en fuktighetsabsorpsjon på mindre enn 0,4 prosent i belegget etter eksponering. Når du bruker dem over en åtte-timers skift, trenger du ikke å være bekymret for at DISSE H4R elektroder (Se Figur 7) har absorbert overflødig atmosfærisk fuktighet, noe som kan fremme hydrogen sprengning og minimere behovet for en oppvarmet stang caddy.
når det er sagt, krever alle elektroder riktig lagring og rekondisjonering. Den primære skyldige av dårlig elektrodeytelse er fuktighet. For mye fuktighet i en e7018 elektrode kan føre til hydrogen cracking. Enhver åpen beholder skal lagres ved 225 til 300 grader F. Om nødvendig kan elektroder med lavt hydrogen overhalt ved å bake i en stangovn i en time ved 700 grader F. oppbevar alltid elektroder med lavt hydrogen separat, og oppbevar dem Ikke i samme stangovn med andre elektroder.med celluloseelektroder, som har 4 til 6 prosent fuktighet i belegget (sammenlignet med 0,4 prosent I En E7018 H4R), kan for lite fuktighet hindre belegget i å produsere tilstrekkelig beskyttelsesgass og føre til dårlig ytelse. Oppbevar EXX10 og EXX11 i romtemperatur i en lufttett beholder. Rutilelektroder (EXX12, EXX13, EXX14 og EXX24) skal oppbevares ved 100 til 150 grader F.
hvis du mistenker at elektroder er gamle, kast dem best og kjøp ferske. Mens mindre pakker koster mer per pund, kommer de i det minste ikke til å kaste bort.
Strømkilder FOR SMAW
Gjennomgå alle krav for å velge SMAW strømkilder av ulike programmer må være gjenstand for en egen artikkel, spesielt når de vurderer motordrevne sveisemaskiner. Men som det nåværende fokuset er på elektrodesammensetning, bør forbindelsen mellom elektroder og kontrollene som ofte finnes på mange populære inverterbaserte strømkilder, noteres. Noen av disse kontrollene inkluderer elektrodevalg, justerbar varmstart og justerbar buekraft.
elektrodevalgskontroller gjør det mulig å optimalisere maskinens volt/amp-kurve og lysbueegenskaper for spesifikke elektroder med et enkelt trykk på en knapp eller drei på en knapp automatisk (Se Figur 8). Vanlige valg inkluderer de som skiller mellom grunnleggende, rutil og celluloseelektroder. Tidligere måtte du velge en bestemt maskin og justere ulike fine og grove kontroller for å oppnå ønsket ytelse og egenskaper.
Figur 4
på grunn av sin evne til å fungere godt i vertikal opp og overhead sveising applikasjoner, lav-hydrogen elektroder er de mest brukte forbruksvarer når DET gjelder SMAW.
Hot start øker strømmen utover den innstilte verdien i noen millisekunder for å bidra til å etablere buen. Fordi e6010 og e6013 elektroder lyser lett, trenger De ikke mye hjelp; e7018 elektroder drar nytte av en varm start.
Arc force control øker strømstyrken når spenningen faller under en viss terskel, noe som gjør at du kan skyve elektroden inn i skjøten uten at elektroden stikker. På grunn av deres kjørebue Trenger e6010 elektroder ikke mye ekstra kontrollintervensjon. E7018 elektroder kan imidlertid dra nytte av høyere bue kraftverdier. Når du eksperimenterer, start med lave eller nøytrale verdier og øk gradvis beløpet med 5 eller 10 prosentpoeng.
Merk at celluloseelektroder krever mer spenning enn andre elektroder. Videre, hvis du bruker det som kalles en «pisk og pause» teknikk for sveising vertikal opp, endres buelengden, og sveisestrømkilden må holde buen etablert. På grunn av dette deler strømkilder som er gode for å kjøre e6010 elektroder to egenskaper. Først har de en høy åpen kretsspenning (OCV), som er spenning ved elektroden før buen blir slått (ingen strøm blir trukket). En hyppig analogi er AT OCV-og husk at spenningen gir elektrisk trykk – er som en hageslange med vannet slått på og før dysen åpnes. En strømkilde som gir godt elektrisk trykk sikrer bedre lysbuestart.For det Andre har gode strømkilder For E6010 en stor induktor. En induktor motstår endring i elektrisk strøm som passerer gjennom den. De sies å «holde strøm» eller fungere som et «kraftreserve» for å holde buen etablert når du manipulerer elektroden. Konvensjonelle strømkilder og sveisegeneratorer bruker stor magnetisme, for eksempel kobbertråd viklet rundt en ferritkjerne. Inverterbaserte strømkilder bruker elektronikk og mye mindre magnetikk for å minimere totalvekten.
Driftsprinsipper
når DU lærer SMAW, uansett elektrodetype eller strømkilde, husk at resultatene styres ved å administrere fem variabler:
- Nåværende. Dette er satt på strømkildekontrollen.
- Vinkel på reise. Ved sveising i flate og horisontale posisjoner, dra elektroden i en 5-til 10-graders vinkel. Ved sveising vertikal opp eller overhead, skyv elektroden i en 5-til 10-graders vinkel.
- Bue lengde. Vanligvis er dette ikke mer enn elektrodediameteren og oftere 1/16 til 3/32 in. lang. Se For Eksempel figur 9. Husk at spenningen er proporsjonal med avstanden. Skyv elektroden nærmere for å avkjøle pytten og hold en lengre bue for å øke varmen.
- Kjørehastighet. Juster reise for å kontrollere vanndam bredde. Det bør være ca 1,5 ganger til ikke mer enn 2 ganger elektrodediameteren.
- Manipulasjon. Spør 10 operatører om deres manipulasjonsteknikk, og du vil motta 10 forskjellige svar. Videre varierer teknikker etter elektrodetype; strømstyrke; posisjon; felles konfigurasjon; og om sveisen er en rot, fyll eller cap pass. Start med å lære å bruke en rett dra teknikk på flat plate eller kanskje ved å legge til en stram sirkelbevegelse.
Grunnleggende Begynnelse
for å slå en bue med en hvilken som helst elektrode, trykk på elektroden der arbeidet skal begynne, og legg deretter til en liten løft og ripe bevegelse for å etablere riktig buelengde og forhindre at elektroden stikker. For cellulosiske og rutile elektroder kan du bevege deg fremover etter å ha etablert buen. Elektroder med lavt hydrogeninnhold kan imidlertid ikke tilstrekkelig beskytte sveisingen under buestart på grunn av beleggsammensetningen. Med disse elektrodene innebærer den riktige startteknikken å slå buen om 3/16 in. (en eller to elektrodediametre) foran hvor sveisen skal begynne. Etter å ha etablert buelengde, flytt elektroden tilbake for å knytte den nye sveisen inn med den forrige (eller for å smelte bakkanten av skjøten når du lager den første sveisen). Deretter beveger du deg fremover slik at den fullt etablerte buen sveiser over stedet av buen streik og forbruker den.
hvis du først lærer SMAW, vil du kanskje velge en brukervennlig rutilelektrode. Men alle som planlegger å sveise profesjonelt eller kritiske strukturer (og som inkluderer landbruksredskaper), bør lære med elektrodene som brukes til disse applikasjonene, og det betyr å mestre grunnleggende og celluloseelektroder.