
図1
シールド金属アーク溶接は、溶接工が学校で学ぶ最初の溶接プロセスではないかもしれませんが、 このようなスキルの需要は本当に米国での頑丈な製造活動の復活で離陸することができます
オスカー Kjellbergは、1904年に裸線を炭酸塩(木材パルプ、またはセ 冶金学、電極のコーティングの構成および製造技術の進歩がこの日に続く間、また一般に棒の溶接として知られている保護された金属のアーク溶接(SMAW) 電極のコーティングは提供します:コーティングの炭酸カルシウム(CACO3)がアーク熱の下でCAOおよび二酸化炭素に分解するとき
- アークの保護。
- 溶接水たまりを支持し、溶融金属溶接堆積物から不純物を除去するのに役立つスラグシステムの主な供給源。
- ナトリウムやカリウムなどの元素を介したアーク安定性。
- 合金化および追加のフィラー金属の主な供給源。
プロセスが古いからといって、関連性がないというわけではありません。 SMAW電極は、フィラー金属市場の約20%を占めています。 北米では約1億5000万ポンドから2億ポンドと推定される電極の消費量は、低水素と他のタイプの間で分割されており、過去5年間は比較的一定のままであった(図1参照)。 SMAWの電極のためのこの一貫した要求はあらゆる適用に最もよく働く溶接プロセスがあり、可搬性および簡易性を要求する状態に関してはとき、SMAW
基本原理
SMAW電極の芯線は、固体延伸棒、鋳造材料、または製造された芯線であり得る。 コアワイヤは、母材を溶融するためにアークに電流を伝導し、溶接継手のための充填材を提供する。 芯線は、合金化されていてもしなくてもよい。 典型的な中心ワイヤー等級は穏やかな鋼鉄および低合金の電極のための炭素鋼およびステンレス鋼の電極のための304L、308L、309Lおよび316Lステン
多くの専門ワイヤーはまたアルミニウムおよび蓄積および耐摩耗加工のためのそれらを含んで利用できます。 これらの電極に分類および適用のためのコーティングそして電極の設計を補足する中心ワイヤー構成がある。
電極の三つの主要なカテゴリ—セルロース、ルチル、および塩基性(低水素)-コーティングタイプからその名前を取得します。 電極コーティングは、スラグが凍結する速度、浸透(深い、中、または軽度)、および堆積速度に影響を与えることによって、様々な用途の性能を最適化するのに役 コーティングはまた最低のはねが付いているよいアークの開始、容易なrestrikes、水たまり制御および安定したアークに貢献する。
セルロース系。 セルロース電極上のコーティングには、最大30%以上の木粉が含まれています。 コーティングは比較的薄く(電極の直径の12から15パーセント)、縦および縦を含む全位置の溶接のために適した薄く、容易に取り外し可能な、急速凍結のス セルロース電極は、深い浸透を伴う掘削/駆動アークを提供します(図3を参照)。 溶接水たまりはよくぬれ、広がり、優秀な機械特性を示し、そして特有なさざ波がある。 セルロース電極は管、はしけ、農場修理、保守作業および汚れた版のために普通使用されるE6010、E7010およびE6011を含んでいます。
ルチル。 ルチルは、主に二酸化チタンで構成される鉱物です。 E6013、E7014およびXXX-16クラスのステンレス鋼の電極のようなルチルの電極はセルロースの電極より軽い浸透の柔らかいアークを提供します。 スラグは容易に制御され、アークは容易に発火し、restrikes、より大きい溶接工の懇願を提供する。 それらは重大な溶接物のための機械特性が要求されない一般的な製作の適用で普通使用される。
基本的な。 基本的な電極は中型の浸透および優秀な機械特性が付いているアークを提供する。 コーティングは低水素の鉄の粉、Tio2、Caco3およびCaf2(カルシウムフッ化物)です。 コーティングは中程度の厚さであり、鉄粉の添加は堆積を増加させる。 それは平ら、横の、縦の、および頭上式の溶接を可能にするために比較的速く凍る。 E7018のような基本的な電極は機械特性が重要である構造スチールの構造、橋、船および沖合いの石油およびガスの塗布で重大な溶接のために使用され
図4は、電極、特性、および組成の概要です。
これまでのところ、電極はAWS分類によって参照されており、必須情報を伝達し、電極の側面に印刷される文字と数字の組み合わせです(図5を参照)。 例としてe7018を取る:
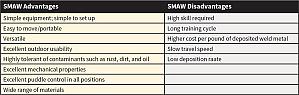
図2
SMAWは、最も生産的な溶接プロセスではないかもしれませんが、それはほとんどどこにでも適用することができ、固体継手を提供することができるという点で非常に汎用性があります。
70=最小強度、この場合a
70,000PSIを超える引張強度
1=全位置溶接能力
8=図に記載されている特性。 2、
特にそれはACまたはDC+電流で動作すること
H4=拡散性水素レベル
r=最大0.4パーセントの水分
暴露後の重量で
電極の色は、主に化粧品であり、多くの場合、スラグ系の一部になる酸化物から生じる。 その色で電極を選択しないでください; コーティングの印刷を見て、AWSの分類および/または電極名を確認してください。 好奇心のために、色は次のことを意味します:

図3
セルロース電極は、薄く、簡単に取り外し可能なスラグ層(オペ
緑=酸化クロム
白=酸化チタン
青=酸化コバルト
Tan=亜鉛フェライトと酸化鉄
中心に滞在
電極上のコーティングの厚さは、コー急速凍結スラグシステムまたはフィラーと合金元素に貢献しています。 厚さに関係なく、品質電極には同心円状のコーティングがあります(図6参照)。 それ以外の場合、円弧は片側にさまようことがあります。 溶接の間に、コーティングの火口はアーク力および溶解した金属を集中し、指示するのを助ける。 コーティングがコアワイヤに同心円状でない場合、電極は不均一に燃焼し、コーティングが最も重い側に突起を残す。 この状態は、しばしば指の爪と呼ばれます。 症状には、アーク方向の不良、溶接ビーズの一貫性のない、シールドの不良、および浸透の欠如が含まれます。
水分との格闘
今日のオペレータは、e7018電極にh4R指定が印刷されており、密閉包装から取り出してから最大9時間使用でき、堆積した溶接金属100グラムあたり4ミリリットル未満の拡散性水素で溶接金属を堆積させ、暴露後のコーティング中の吸湿率は0.4パーセント未満であることを示しています。 これらのH4R電極(図7参照)が過剰な大気水分を吸収し、水素割れを促進し、加熱されたロッドキャディの必要性を最小限に抑えることを心配する必つまり、すべての電極には適切な保管と再調整が必要です。
それは言った、すべての電極は適切な保管と再調整が必要です。 電極性能の低下の主な原因は水分です。 E7018電極の水分が多すぎると、水素割れにつながる可能性があります。 どの開いた容器でも225から300の華氏温度で貯えられるべきです。 必要に応じて、低水素電極は、常に別々に低水素電極を格納し、他の電極と同じロッドオーブンでそれらを格納しない700度F.で一時間ロッドオーブンでベー
セルロース電極では、コーティング中に4-6パーセントの水分があります(E7018H4Rでは0.4パーセントと比較して)、水分が少なすぎると、コーティングが適切なシールドガスを生成するのを妨げ、性能が低下する可能性があります。 EXX10およびEXX11を気密容器に室温で保管してください。 ルチル電極(EXX12、EXX13、EXX14、およびEXX24)は、100-150度Fで保存する必要があります。
電極が古いと思われる場合は、それらを破棄して新鮮なものを購入する より小さいパッケージがポンドごとの多くを要する間、少なくとも無駄に行っていない。
SMAW用電源
さまざまな用途でSMAW電源を選択するためのすべての要件を見直すことは、特にエンジン駆動溶接機を検討する場合、別の記事の しかし、現在の焦点は電極組成にあるため、多くの一般的なインバータベースの電源に一般的に見られる電極と制御器との間の接続に注意する必要があ これらの制御のいくつかは電極の選択、調節可能な熱い開始および調節可能なアーク力を含んでいる。
電極選択コントロールを使用すると、ボタンを押すかノブを回すだけで、特定の電極のボルト/アンプカーブとアーク特性を自動的に最適化できます(図8 一般的な選択には、塩基性電極、ルチル電極、およびセルロース電極を区別するものが含まれる。 以前は、特定のマシンを選択し、所望の性能と特性を得るために、様々な細かいおよび粗いコントロールを調整する必要がありました。
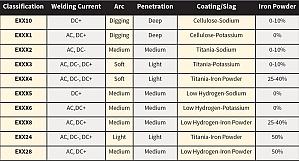
図4
垂直アップおよびオーバーヘッド溶接用途でうまく動作する能力のため、低水素電極はSMAWに関して最も広く使用されている消耗品
ホットスタートは、アークを確立するのに役立つように、設定値を超えて数ミリ秒の電流を増加させます。 E6010およびE6013電極が容易につくので、多くの援助を必要としない;e7018電極は熱い開始から寄与する。
アーク力制御は、電圧が特定のしきい値を下回るとアンペア数を増加させ、電極を接着することなく電極を接合部に押し込むことができます。 運転アークのために、E6010電極は多くの付加的な制御介在を必要としません。 しかしe7018電極はより高いアーク力の価値から寄与できます。 実験するときは、低い値または中立値から始め、徐々に量を5または10パーセントポイント増やします。セルロース電極は他の電極よりも多くの電圧を必要とすることに注意してください。
さらに、垂直アップ溶接のための”鞭と一時停止”技術と呼ばれるものを使用する場合、アークの長さが変化し、溶接電源はアークを確立したままにする必要 このため、E6010電極を動作させるのに適した電源は二つの特性を共有しています。 第一に、それらは高い開回路電圧(OCV)を有し、これはアークが打たれる前の電極での電圧である(電流が引かれていない)。 頻繁な類推は、OCV—電圧が電気的圧力を提供することを覚えておいてください—は、水がオンになり、ノズルが開く前に庭のホースのようなものです。 よい電気圧力を提供する動力源はよりよいアークの開始を保障する。
第二に、E6010のための良い電源は、大きなインダクタを持っています。 インダクタは、それを通過する電流の変化に抵抗します。 それらは、電極を操作するときにアークを確立したままにするために、「力を保持する」または「パワーリザーブ」として機能すると言われています。 従来の電源や溶接発電機は、フェライトコアの周りに巻かれた銅線などの大きな磁気を使用しています。 インバーターベースの動力源は全面的な重量を最小にするのに電子工学および大いにより小さい磁気学を使用する。
動作原理
SMAWを学んでいるときは、電極の種類や電源に関係なく、結果は
- 電流を管理することによって制御されることを覚えておいてくださ これは、電源制御に設定されます。
- 旅行の角度。 平らな位置と水平位置で溶接するときは、電極を5〜10度の角度でドラッグします。 垂直または頭上に溶接するときは、電極を5〜10度の角度で押してください。
- 円弧の長さ。 一般的に、これは電極直径以下であり、より頻繁には1/16〜3/32インチである。 長い。 例については、図9を参照してください。 電圧は距離に比例することを忘れないでください。 電極をより近くに押して水たまりを冷却し、より長いアークを保持して熱を増加させます。
- 移動速度。 水たまりの幅を制御するために旅行を調節しなさい。 それは電極の直径の約1.5倍から2倍以下でなければなりません。
- 操作。 彼らの操作技術について10人のオペレータに尋ねると、10種類の回答が得られます。 更に、技術は電極のタイプによって変わる;アンペア数;位置;接合箇所構成;そして溶接が根、盛り土、または帽子のパスであるかどうか。 平らな版のまっすぐな抗力技術を使用することを学ぶことによってまたは多分堅い円運動を加えることによって始めなさい。
基本的な始まり
任意の電極でアークを打つには、作業を開始する電極をタップし、適切なアークの長さを確立し、電極が付着するのを防ぐた セルロース電極とルチル電極の場合は、アークを確立した後に前進することができます。 しかし、低水素電極は、コーティング組成物のためにアーク開始時に溶接物を適切に遮蔽しない可能性がある。 これらの電極によって、正しい開始の技術は約3/16inにアークを打つことを含みます。 溶接が始まる場所の前に(1つまたは2つの電極の直径)。 アークの長さを確立した後、電極を元に戻して、新しい溶接部を前の溶接部と結びます(または、最初の溶接部を作るときに接合部の後縁を溶融させます)。 次に、完全に確立されたアークがアークストライクのスポット上で溶接され、それを消費するように前進します。 最初にSMAWを学習している場合は、ユーザーフレンドリーなルチル電極を選択することをお勧めします。
しかし、専門的または重要な構造(およびそれは農場の道具を含む)を溶接することを計画している人は、これらの用途に使用される電極で学ぶべきで