CpとCpkは、プロセスの短期的な潜在的な能力尺度と考えられています。 これは、さまざまなプロセスが共通の数学的枠組みを使用していることについて簡単に話す方法を与えるので、シックスシグマでは、プロセスの質をシグマの観点から説明したいと考えています。 言い換えれば、それは私たちがオレンジ色のプロセスにアップルのプロセスを比較することができます!これは長い記事ですが、CpとCpkを一緒に保つことが重要だと思いました。 Cpkは最初にアドレス指定され、次にCpが指定されます。 また、式が実際のパフォーマンスの意味で何を意味するのか、CpとCpkの値などに応じてプロセスについて何を伝えることができるべきかについての あなたが探しているものを見つけていない場合は、私は以下の注意事項で知らせてください。
- 始める前に!
- Cpk vs Ppk
- プロセスが統計的管理下にある場合;
- プロセスが統計管理されていない場合;
- CpとCpk
- ターゲットアナロジーでの撮影
- ガレージのアナロジーで車を駐車する
- Cpkの計算方法
- なぜCpkを見つけるために3で割るのですか?
- Cpkの注意事項と特性
- Cpkと中心化されたプロセス
- Cpkに関する注意事項
- Cpkの良い値は何ですか?
- USLに近いプロセス平均のCp
- 能力指数
- Cp値に関する注意事項
- 能力比Cr
- CpとCpkの関連に関する注意事項
- プロセス能力ビデオ
- Cpkビデオ
- プロセス能力とSPCに関する講義
- プロセス能力とSPCに関する講義
- asq six sigma black belt certification process capability questions:
- Cp、Cpk、Pp、Ppk練習問題とZチャート
- 貢献者
始める前に!
この記事は、シックスシグマのグリーンベルトとブラックベルトの候補者が準備し、彼らの試験に合格するのを助けるために書かれました。それがあなたなら、私に以下のコメントを残すか、私に連絡して、あなたが勉強している組織とベルトを教えてください。
これは私があなたのための記事をよりよくさせるのを助ける。あなたが何か他のもののために勉強している場合は、コメントを残すか、私に連絡して、あなたが勉強しているものを教えてください。
繰り返しますが、これは私があなたと他の人のために記事をより良くするのに役立ちます。 ありがとうテッドCp、CpkとPp、PPkの違いは何ですか?
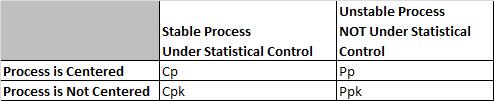
CpとCpkはプロセス能力と呼ばれます。 PpおよびPpkはプロセス性能と呼ばれます。 どちらの場合も、プロセスが顧客のCtq(要件)を満たすために満たすことができるかどうかを検証したいと考えています。
Cp、およびCpkは工程能力に使用されます。 一般的に、プロセスが統計的に管理されている場合に使用します。 これは、多くの場合、しばらくの間、周りされている成熟したプロセスで発生します。 工程能力は、移動範囲、範囲またはシグマ管理図のいずれかから決定された工程シグマ値を使用します
PpおよびPPkは、工程性能に使用されます。 一般的に、プロセスが統計的に管理されているかどうかを判断するには新しすぎる場合に使用します。 Ex. 短いプリプロダクションの操業があるか、または新しいプロセスを操縦している。 履歴データはあまりないため、変動を考慮するために、プロセスから大きなサンプルを取得します。 プロセス性能は、一般的に、その計算にサンプルシグマを使用します。理論的には、Cpkは常にPpk以上になります。
理論的には、Cpkは常にPpk以上になります。
サンプルサイズが小さく、データがRを使用して推定すると標準偏差が過大になり、CpkがPpkよりも小さくなる短い時間を表す場合に見られる異常があ 長期的には、すべてのサブグループからの2つのデータだけでなく、すべてのデータを使用しているため、長期的には変動が少なくなることはありません。
Cpでプロセス能力を評価する&Cpkは、Pp&Ppkアプローチに従うときに何が行われているか(そしてなぜ行われているか)を反映します。 主な違いは、プロセスが安定性または統計的制御に達した後にCp&Cpkを使用することです。
Cpk vs Ppk
Ppkは、プロセスが過去にどのように実行されたかを示し、プロセスが制御状態にないため、将来を予測することはできません。
プロセスが統計的管理下にある場合;
シグマとサンプル標準偏差は同じであるため、CpkとPpkの値はほぼ同じ値に収束します(決定するにはF検定つまり、Cpk==Ppkの場合、プロセスは統計的に制御される可能性があります。
プロセスが統計管理されていない場合;
CpkとPpkの値は、おそらく非常に広いマージンによってはっきりと異なります。CpとCpkの違いは何ですか?
CpとCpk
CpとCpkは、平均的なパフォーマンスの周りにどれくらい一貫性があるかを測定します。
‘k’は’centralizing factor’の略です。”インデックスは、データが中央に配置されていない可能性があるという事実を考慮に入れています。
Cpkは、プロセスが統計的制御の状態にあると仮定して、プロセスが将来何ができるかを教えてくれます。
ターゲットアナロジーでの撮影
完全に中心のデータセットでは、CpとCpkの間に違いはありません。 ダーツボードでダーツを投げ、雄牛の目の中心を持つことを考えるデカルト平面上の0,0とエッジが出ていること3その中心点から単位(我々はダーツボードのエ ダーツの完全に中心のサンプルでは、中心からの平均距離、またはMuは0になります。 少し代数は、あなたのCpkとCpの数が同じであることを私たちに示します。 Min((0–3)/3s,(3-0)/3s)=(3–3)/6s=1s.ダーツが上に移動すると、物事は少しハリアーを取得し、中央の上に2ユニットの平均を中心にすると言います。 今、あなたは(3-2)/3s=1/3sのCpkで終わりますが、あなたのCpは以前と同じ1sです。 Cpkはminimum関数を使用するため、同じデータセットでは常にCp以下になることに注意することが重要です。Cpkとは何ですか?
ガレージのアナロジーで車を駐車する
あなたのガレージの壁を考える場合–あなたの車に合わせなければならない場所–彼らは顧客の仕様 あなたがそれらの限界を過ぎると、あなたはクラッシュし、顧客は幸せではありません!あなたのプロセスに多くの変動がある場合、それはプロセス平均がすべての場所にあることを意味します。
あなたのプロセスに多くの変動があ 車を駐車するために良くない、と他のプロセスのために良いではありません。 あなたの駐車プロセスに成功の最もよいチャンスを与えるためには変化および集中を減らすことに取り組むべきである。
車がガレージには広すぎる場合、プロセスを中心にするために行うことは何も役に立ちません。 あなたは、プロセスの分散を変更する必要があります(車を小さくします。)
車がガレージよりもはるかに小さい場合、あなたが真ん中に正確に駐車するかどうかは問題ではありません。 それは、シックスシグマの哲学は、プロセスの変化を除去することに焦点を当てている理由の一つです。
制御され、変化がほとんどないプロセスがあれば、ガレージの内で車を容易に駐車し、こうして顧客の要求を満たすことができるべきである。 Cpkはあなたの車の大きさ、ガレージの大きさとどのくらい離れてあなたが車を駐車したガレージの真ん中からの関係を示しています。”
Cpkの計算方法
Cpkは、仕様限界がプロセスの中心からどれくらいの標準偏差を示しているかを示す尺度です。 いくつかのプロセスでは、これを視覚的に行うことができます。 他の人は方程式を必要とします。Cpkを見つけるには、上側仕様限界(Z USLと呼ばれる)のZスコアと下側仕様限界(Z LSLと呼ばれる)のZスコアを計算する必要があります。
中心線と規格限界の間に収まる標準偏差の数を測定しようとしているので、これらの限界の値、工程平均、および標準偏差がZ計算のすべての成分であることに驚くべきではありません。
Cpは省略形です。 上部と下部はそれぞれCpuとCplを示しています。 それらの方程式は次のとおりです:Cpl=(プロセス平均–LSL)/(3*標準偏差)
Cpu=(USL–プロセス平均)/(3*標準偏差)
Cpkは、cplまたはCpuの最小値にすぎません。Cpk=Min(Cpl、Cpu)
なぜCpkを見つけるために3で割るのですか?
任意の仕様限界には上限と下限があることがわかります。 6つのシグマまたは6つの標準偏差がプロセス上のほぼすべての不測の事態(正規分布を想定)を占めることを知っているので、分布の片側だけを見あなたはZ値を持っている場合は、方程式は非常に簡単です。
Cpkは、zスコアを三つで割ることによって決定することができます。
Cpkは、z値を使用してCpkを計算する
Z値を
zスコアは標準スコアと同じであり、平均よりも標準偏差の数です。
zスコアは標準スコアと同じです。
zスコアは標準スコアと同じでp>
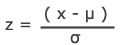
Z=x–母集団/標準偏差の平均。
Cpkの注意事項と特性
Cpkと中心化されたプロセス
プロセスが完全に中心化されている場合、それは1のCpを持っています。 これは、平均が上限と下限から3標準偏差離れていたことを示しています。
完全に中心化されたプロセス–2つの仕様限界の間に正確に平均を持つプロセス(2つの限界の中間にあることを意味するCpkは1になります。 これはどのように可能ですか? 数学をチェックしてみましょう。プロセスが完全に中央に配置されている場合、(USL–Process mean)は(Process Mean–LSL)と同じものに等しいことがわかります。
プロセスが完全に中央に配置されている場合、(USL-Process mean)は(Process Mean-LSL) それをaと呼びましょう。
Z USL=USL–プロセス平均/標準偏差。 次に、z USL=A/標準偏差になります。
Z LSL=プロセス平均–LSL/標準偏差は、Z LSL=A/標準偏差になります。まったく同じことです。
Cpkに関する注意事項
- Cpkは、プロセスがその仕様限界と比較して実行されているどのように近い測定し、プロセスの自然変動を考慮します。
- 大きい方が良いです。 Cpkが大きいほど、品目が規格限界外になる可能性は低くなります。
- Cpkが負の場合、プロセスは顧客の仕様限界外の出力を生成することを意味します。
- プロセスの平均が顧客の仕様限界外にある場合、Cpkの値は負になります
- 私たちは一般的に、ほとんどの顧客を満足させるために、少なくとも1.33
- Cpkは、報告された上限値と下限値を持つことができます。
- 上の値が2で下の値が1の場合、それは左にシフトされたと言います。
- これは、プロセスが安定しているかどうかについて何も教えてくれません。
- 2つの値のうち低い方を報告する必要があります。

Cpkの良い値は何ですか?
ガレージの類推で駐車場を覚えていますか?
Cpk=負の数:あなたのプロセスは定期的に車を壁に衝突させます。Cpk=0.5:あなたはエントリに壁を打つ良いチャンスがあります。
Cpk=0.5:あなたはエントリに壁を打つ良いチャンスがあります。
Cpk=1:あなたの車はエントリの最も近い端に触れているだけかもしれません。
Cpk=2:素晴らしい! あなたは偉大なクリアランスを持っています。 ガレージの側面に当る前にあなたの車の幅を倍増できる。
Cpk=3:優れています! あなたは優れたクリアランスを持っています。 ガレージの側面に当る前にあなたの車の幅を三倍にすることができる。プロセスが安定しているときにCp&Cpkを使用し、プロセスが新しいときにPp&Ppkを使用するのと同じように、それぞれの計算方法Pp=(USL–LSL)/6*s
Ppでは、sは標準偏差、またはベル曲線の”肥満”または分散です。Cpでは、sを置き換え、σの推定をσ rと呼びます。
Cpでは、σの推定をσ rと呼びます。
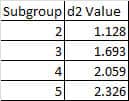
これを行うには、移動R棒グラフまたはXMRグラフから移動範囲の概念を活用します。 したがって、θ r=
R Barは移動範囲から来ます。
D2は、法線曲線の下の領域を積分することから得られた値を反映します。 サンプルに含まれていたサブグループの数に基づいてd2値を与えるテーブルを使用することがよくあります。
Cpはセンタリングを考慮していません。
CP=(USL–LSL)/(6*σ r)
CP=(USL–LSL)/(6*R Bar/d2)
USLに近いプロセス平均のCp
プロセス平均(中心傾向)がUSLに近い場合は、/を使用します。x(bar)はプロセス平均です。LSLに近いプロセス平均のCp
プロセス平均(中心傾向)がLSLに近い場合は、:/を使用します。x(bar)はプロセス平均です。
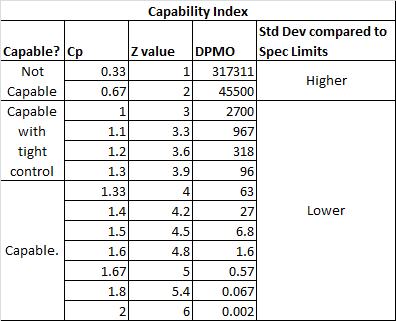
能力指数
Cp、Z値、DPMO、仕様限界、標準偏差、および能力はすべてどのように関連していますか?
Z値と工程能力も参照してください。
Cp値に関する注意事項
- 比率が一つより大きい場合、エンジニプロセスが(プロセスのセンタリングに応じて)可能になる”可能性”を持つように広げます。
- ただし、工程の広がりが工学公差よりも大きい場合、工程変動は公差内に”適合”せず、工程が適切に中央に配置されていても工程が可能になりません。
能力比Cr
能力比はCpの逆数です
Cr=1/Cp=(6*θ r)/(USL–LSL)
Cr<0.75の場合、プロセスは可能です。
Cr=0.75–1.00の場合、プロセスは厳密な制御が可能です。Cr>1の場合、プロセスは可能ではありません。
CpとCpkの関連に関する注意事項
- Cp==Cpkの場合、プロセスは完全に中央に配置されます。 完全に中央に配置されている場合は、Cp==Cpkです。
- Cpkはセンタリングを考慮しているため(Cpはそうではありません)、Cpkは決してCpより大きくすることはできません。
- どちらも安定したプロセスを想定しています。
プロセス能力ビデオ
Cpkビデオ
このテーマに関する素晴らしい、明確で簡潔なビデオ。”あなたが1に等しいCpkを生産していた場合、あなたは少なくとも99.73%の良い部品を生産することを期待することができるよりも。H3>プロセス能力とSPCに関する講義
プロセス能力とSPCに関する講義
プロセス能力とSPCに関する講義
asq six sigma black belt certification process capability questions:
question:プロセスの初期セットアップで使用されているデータは、正規分布を持っていると仮定されています。 公称(目標)が分布の中心に設定され、規格限界が中心から±3sに設定されている場合、Cpkは次のように等しくなります:
このセクションでは、シックスシグマ試験のメンバーに合格する必要があります。 ログインまたは以下のボタンで数秒でサインアップ!
あなたのアカウントにログイン
または
あなたのシックスシグマ試験に合格に登録
質問、コメント、問題、懸念? 以下のコメントにメモを残してください!(A)-0.25
(B)1.00
(C)1.33
(D)1.67
このセクションでは、ログインする必要があります。
ASQ Six Sigmaグリーンベルト認証プロセス能力の質問:
質問: Cp指数を計算するとき、標準偏差は式Cp=(USL–LSL)/6πで何を表していますか?
このセクションでは、シックスシグマ試験のメンバーに合格する必要があります。 ログインまたは以下のボタンで数秒でサインアップ!
あなたのアカウントにログイン
または
あなたのシックスシグマ試験に合格に登録
質問、コメント、問題、懸念? 以下のコメントにメモを残してください!
(A)許容区間
(B)結果の信頼区間
(C)プロセスの範囲
(D)インデックスの分散
このセクションでは、ログインする必要があります。P>
Cp、Cpk、Pp、Ppk練習問題とZチャート

練習は完璧になります! 無料Cp、Cpk、Pp、Ppk練習問題。
貢献者
-

私はもともと作成しましたSixSigmaStudyGuide.com 私は私自身の黒帯試験の準備を助けるために。 残業私は数万人のシックスシグマベルト候補者がグリーンベルトの準備をするのを助けるためにサイトを成長させました&ブラックベルト試験。 あなたのシックスシグマ試験を介して第1回に合格する方法を学ぶためにここに行く!
すべての投稿を表示