
Figura 1
La saldatura ad arco in metallo schermato potrebbe non essere il primo processo di saldatura che un saldatore impara a scuola, ma è ancora un’abilità preziosa da avere. La domanda di tali competenze potrebbe davvero decollare con una recrudescenza nelle attività di fabbricazione pesanti negli Stati Uniti
Oscar Kjellberg ha inventato il primo elettrodo di saldatura rivestito al mondo nel 1904 immergendo un filo nudo in una miscela di carbonati (compresa la pasta di legno o la cellulosa) e silicati per fungere da legante. Mentre i progressi nella metallurgia, nella composizione del rivestimento degli elettrodi e nelle tecniche di produzione continuano fino ad oggi, rimangono i principi fondamentali della saldatura ad arco metallico schermato (SMAW), comunemente nota come saldatura a bastone. Il rivestimento dell’elettrodo fornisce:
- Protezione dell’arco quando il carbonato di calcio (CACO3) nel rivestimento si decompone in CAO e CO2 sotto il calore dell’arco.
- La fonte primaria del sistema di scorie, che supporta la pozzanghera di saldatura e aiuta a rimuovere le impurità dal deposito di saldatura del metallo fuso.
- Stabilità dell’arco attraverso elementi come sodio e potassio.
- Una fonte primaria di lega e metallo di apporto aggiuntivo.
Solo perché un processo è vecchio non significa che non sia rilevante. Gli elettrodi SMAW rappresentano circa il 20% del mercato dei metalli di apporto. La quantità di elettrodi consumati, stimata in circa 150 milioni a 200 milioni di sterline in Nord America, divisa tra basso idrogeno e altri tipi, è rimasta relativamente costante negli ultimi cinque anni (vedi Figura 1). Questa costante domanda di elettrodi SMAW supporta la premessa che ogni applicazione ha un processo di saldatura che funziona meglio, e quando si tratta di situazioni che richiedono portabilità e semplicità, SMAW offre la maggior parte dei vantaggi, che sono riassunti Figura 2.
Principi fondamentali
Il filo centrale in un elettrodo SMAW può essere una barra trafilata solida, un materiale fuso o un filo centrale fabbricato. Il filo conduttore conduce corrente elettrica all’arco per fondere il metallo base e fornisce il materiale di riempimento per il giunto di saldatura. Il filo del nucleo può o non può essere legato. I gradi tipici del cavo del centro includono il acciaio al carbonio per l’acciaio dolce e gli elettrodi a bassa lega e il cavo inossidabile del centro 304L, 308L, 309L e 316L per gli elettrodi dell’acciaio inossidabile.
Sono disponibili anche molti fili speciali, tra cui l’alluminio e quelli per l’accumulo e l’hardfacing. Questi elettrodi hanno una composizione del filo del nucleo che integra il design del rivestimento e dell’elettrodo per la classificazione e l’applicazione.
Le tre categorie primarie di elettrodi—cellulosa, rutilo e base (basso idrogeno)-ottengono il loro nome dal tipo di rivestimento. I rivestimenti degli elettrodi aiutano a ottimizzare le prestazioni per varie applicazioni influenzando la velocità con cui le scorie si congelano, la penetrazione (profonda, media o lieve) e la velocità di deposizione. Il rivestimento contribuisce anche a una buona apertura dell’arco, a facili restringimenti, al controllo della pozzanghera e a un arco stabile con spruzzi minimi.
Cellulosico. Il rivestimento su un elettrodo cellulosico contiene fino al 30% o più di farina di legno. Il rivestimento è relativamente sottile (dal 12 al 15% del diametro dell’elettrodo) e produce una scoria sottile, facilmente rimovibile e a congelamento rapido, adatta per la saldatura in tutte le posizioni, comprese verticale-su e verticale-giù. Gli elettrodi cellulosici forniscono un arco di scavo / guida con penetrazione profonda (vedi Figura 3). La pozzanghera di saldatura bagna e si diffonde bene, dimostra eccellenti proprietà meccaniche e presenta increspature distintive. Gli elettrodi cellulosici includono E6010, E7010 e E6011, che vengono tipicamente utilizzati per tubi, chiatte, riparazioni agricole, lavori di manutenzione e piastre sporche.
Rutilo. Il rutilo è un minerale composto principalmente da biossido di titanio. Gli elettrodi del rutilo quali gli elettrodi dell’acciaio inossidabile della classe E6013, E7014 e XXX-16 offrono un arco molle con penetrazione più leggera che gli elettrodi cellulosici. La scoria è facilmente controllabile e l’arco si accende e restrikes facilmente, offrendo una maggiore appello saldatore. In genere vengono utilizzati in applicazioni generali di fabbricazione in cui non sono richieste proprietà meccaniche per saldature critiche.
Di base. Gli elettrodi di base offrono un arco con penetrazione media e eccellenti proprietà meccaniche. Il rivestimento è polvere di ferro a basso contenuto di idrogeno, TiO2, CaCO3 e CaF2 (fluoruro di calcio). Il rivestimento è di medio spessore e l’aggiunta di polvere di ferro aumenta la deposizione. Si congela relativamente velocemente per consentire la saldatura piatta, orizzontale, verticale e aerea. Gli elettrodi di base come E7018 sono utilizzati per saldature critiche in costruzioni in acciaio strutturale, ponti, navi e applicazioni offshore di petrolio e gas in cui le proprietà meccaniche sono importanti.
La figura 4 è un riassunto degli elettrodi, delle caratteristiche e della composizione.
Finora gli elettrodi sono stati indicati dalla loro classificazione AWS, una combinazione lettera-numero che trasmette informazioni essenziali e viene stampata sul lato dell’elettrodo (vedi Figura 5). Prendendo come esempio E7018:
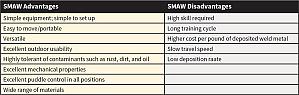
Figura 2
SMAW potrebbe non essere il processo di saldatura più produttivo, ma è estremamente versatile in quanto può essere applicato quasi ovunque e può fornire un giunto solido.
70 = Resistenza minima, in questo caso a
resistenza alla trazione superiore a 70.000 PSI
1 = Capacità di saldatura in tutte le posizioni
8 = Caratteristiche indicate in Fig. 2,
soprattutto che funziona su AC o DC + corrente
H4 = Livello di idrogeno diffusibile
R=Massimo dello 0,4% di umidità
in peso dopo l’esposizione
Il colore dell’elettrodo è per lo più cosmetico e spesso deriva da ossidi che diventano parte del sistema di scorie. Non selezionare un elettrodo per il suo colore; confermare la classificazione AWS e / o il nome dell’elettrodo osservando la stampa sul rivestimento. Per i curiosi, i colori significano quanto segue:

Figura 3
Gli elettrodi cellulosici producono uno strato di scorie sottile e facilmente rimovibile (l’operatore ha appena spazzolato il guanto su questo tallone) e increspature distintive.
Verde = ossido di cromo
Bianco = ossido di titanio
Blu = ossido di cobalto
Tan = ferrite di zinco e ossido di ferro
Rimanere Centrato
spessore del rivestimento su un elettrodo può variare da sottile (E6010) di spessore (E7024) a seconda se il rivestimento è stato progettato per produrre un rapido congelamento scorie di sistema o contribuire filler e di elementi di lega. Indipendentemente dallo spessore, un elettrodo di qualità ha un rivestimento concentrico (vedi Figura 6). Altrimenti, l’arco potrebbe vagare da un lato. Durante la saldatura, un cratere di rivestimento aiuta a concentrare e dirigere la forza dell’arco e il metallo fuso. Quando il rivestimento non è concentrico al filo centrale, l’elettrodo brucia in modo non uniforme, lasciando una proiezione sul lato in cui il rivestimento è il più pesante. Questa condizione è spesso indicata come unghia. I sintomi includono scarsa direzione dell’arco, perline di saldatura incoerenti, scarsa schermatura e mancanza di penetrazione.
Wrestling Con tenore di Umidità
Oggi gli operatori di vedere E7018 elettrodi con un H4R denominazione stampato sul rivestimento, che indica che non può essere utilizzato fino a nove ore dopo che è stato rimosso dalla confezione sigillata ermeticamente e ancora di deposito di saldatura metalli con meno di 4 ml di idrogeno diffusibile per 100 grammi di deposito di metallo saldato e hanno un assorbimento di umidità inferiore a 0,4 per cento nel rivestimento dopo l’esposizione. Quando li si utilizza nel corso di un turno di otto ore, non c’è bisogno di essere preoccupati che questi elettrodi H4R (vedi Figura 7) hanno assorbito l’umidità atmosferica in eccesso, che potrebbe promuovere idrogeno cracking e ridurre al minimo la necessità di un caddy asta riscaldata.
Detto questo, tutti gli elettrodi richiedono una corretta conservazione e ricondizionamento. Il principale colpevole delle scarse prestazioni dell’elettrodo è l’umidità. Troppa umidità in un elettrodo E7018 potrebbe portare alla rottura dell’idrogeno. Qualsiasi contenitore aperto deve essere conservato a 225 a 300 gradi F. Se necessario, gli elettrodi a basso idrogeno possono essere ricondizionati cuocendo in un forno a canna per un’ora a 700 gradi F. Conservare sempre separatamente gli elettrodi a basso idrogeno e non conservarli nello stesso forno a canna con altri elettrodi.
Con elettrodi cellulosici, che hanno dal 4 al 6% di umidità nel loro rivestimento (rispetto allo 0,4% in un E7018 H4R), troppa poca umidità potrebbe impedire al rivestimento di produrre gas di protezione adeguato e causare prestazioni scadenti. Conservare EXX10 ed EXX11 a temperatura ambiente in un contenitore ermetico. Gli elettrodi rutili (EXX12, EXX13, EXX14 ed EXX24) devono essere conservati a 100-150 gradi F.
Se si sospetta che gli elettrodi siano vecchi, è meglio scartarli e acquistarli freschi. Mentre i pacchetti più piccoli costano di più per libbra, almeno non stanno andando a sprecare.
Fonti di alimentazione per SMAW
La revisione di tutti i requisiti per la selezione delle fonti di alimentazione SMAW per varie applicazioni deve essere oggetto di un articolo separato, soprattutto quando si considerano le saldatrici motorizzate. Tuttavia, poiché l’attuale focus è sulla composizione degli elettrodi, è opportuno notare la connessione tra elettrodi e controlli comunemente presenti su molte popolari fonti di alimentazione basate su inverter. Alcuni di questi controlli includono la selezione degli elettrodi, l’avvio a caldo regolabile e la forza dell’arco regolabile.
I controlli di selezione degli elettrodi consentono, con la semplice pressione di un pulsante o la rotazione di una manopola, di ottimizzare automaticamente la curva volt / amp della macchina e le caratteristiche dell’arco per elettrodi specifici (vedi Figura 8). Le selezioni comuni includono quelle che differenziano tra elettrodi basici, rutili e cellulosici. In precedenza si doveva selezionare una particolare macchina e regolare vari controlli fini e grossolani per ottenere le prestazioni e le caratteristiche desiderate.
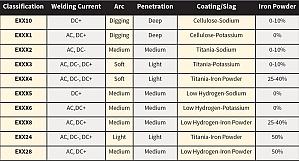
Figura 4
Grazie alla sua capacità di lavorare bene nelle applicazioni di saldatura verticale e aerea, gli elettrodi a basso idrogeno sono i materiali di consumo più utilizzati quando si tratta di SMAW.
L’avvio a caldo aumenta la corrente oltre il valore impostato per alcuni millisecondi per aiutare a stabilire l’arco. Poiché gli elettrodi E6010 e E6013 si accendono facilmente, non hanno bisogno di molta assistenza; gli elettrodi E7018 beneficiano di una partenza a caldo.
Il controllo della forza dell’arco aumenta l’amperaggio quando la tensione scende al di sotto di una certa soglia, il che consente di spingere l’elettrodo nel giunto senza che l’elettrodo si attacchi. A causa del loro arco di azionamento, gli elettrodi E6010 non richiedono molto intervento di controllo aggiuntivo. Gli elettrodi E7018, tuttavia, possono beneficiare di valori di forza dell’arco più elevati. Quando si sperimenta, iniziare con valori bassi o neutri e aumentare gradualmente la quantità di 5 o 10 punti percentuali.
Si noti che gli elettrodi cellulosici richiedono più tensione rispetto ad altri elettrodi. Inoltre, se si utilizza quella che viene chiamata tecnica “frusta e pausa” per la saldatura verticale, la lunghezza dell’arco cambia e la fonte di alimentazione di saldatura deve mantenere l’arco stabilito. Per questo motivo, le fonti di alimentazione buone per l’esecuzione degli elettrodi E6010 condividono due caratteristiche. Innanzitutto, hanno un’alta tensione a circuito aperto (OCV), che è la tensione all’elettrodo prima che l’arco venga colpito (non viene aspirata corrente). Un’analogia frequente è che OCV-e ricorda che la tensione fornisce pressione elettrica-è come un tubo da giardino con l’acqua accesa e prima che l’ugello venga aperto. Una fonte di alimentazione che fornisce una buona pressione elettrica garantisce un migliore avvio dell’arco.
In secondo luogo, buone fonti di alimentazione per E6010 hanno un grande induttore. Un induttore resiste al cambiamento della corrente elettrica che lo attraversa. Si dice che “detengano il potere” o fungano da “riserva di carica” per mantenere l’arco stabilito mentre si manipola l’elettrodo. Le fonti di energia convenzionali e i generatori di saldatura utilizzano grandi magneti, come il filo di rame avvolto attorno a un nucleo di ferrite. Le fonti di alimentazione basate su inverter utilizzano l’elettronica e una magnetica molto più piccola per ridurre al minimo il peso complessivo.
Principi di funzionamento
Quando si sta imparando SMAW, indipendentemente dal tipo di elettrodo o fonte di alimentazione, ricordare che i risultati sono controllati gestendo cinque variabili:
- Corrente. Questo è impostato sul controllo della fonte di alimentazione.
- Angolo di viaggio. Durante la saldatura nelle posizioni piatte e orizzontali, trascinare l’elettrodo con un angolo da 5 a 10 gradi. Durante la saldatura verticale o in testa, spingere l’elettrodo con un angolo da 5 a 10 gradi.
- Lunghezza dell’arco. Generalmente, questo non è più del diametro dell’elettrodo e più spesso da 1/16 a 3/32 pollici. lungo. Per un esempio, vedere Figura 9. Ricorda che la tensione è proporzionale alla distanza. Spingere l’elettrodo più vicino per raffreddare la pozzanghera e tenere un arco più lungo per aumentare il calore.
- Velocità di viaggio. Regolare la corsa per controllare la larghezza della pozzanghera. Dovrebbe essere circa 1,5 volte a non più di 2 volte il diametro dell’elettrodo.
- Manipolazione. Chiedi 10 operatori circa la loro tecnica di manipolazione, e riceverai 10 risposte diverse. Inoltre, le tecniche variano in base al tipo di elettrodo; amperaggio; posizione; configurazione congiunta; e se la saldatura è una radice, riempimento, o cap pass. Inizia imparando ad usare una tecnica di trascinamento dritto su piatto piano o forse aggiungendo un movimento circolare stretto.
Inizio di base
Per colpire un arco con qualsiasi elettrodo, toccare l’elettrodo in cui il lavoro deve iniziare, quindi aggiungere un leggero movimento di sollevamento e graffio per stabilire la lunghezza dell’arco corretta e impedire che l’elettrodo si attacchi. Per gli elettrodi cellulosici e rutili, è possibile andare avanti dopo aver stabilito l’arco. Tuttavia, gli elettrodi a basso idrogeno potrebbero non schermare adeguatamente la saldatura durante l’inizio dell’arco a causa della composizione del rivestimento. Con questi elettrodi, la tecnica di partenza corretta comporta colpire l’arco di circa 3/16 in. (uno o due diametri dell’elettrodo) davanti a dove deve iniziare la saldatura. Dopo aver stabilito la lunghezza dell’arco, spostare l’elettrodo per legare la nuova saldatura con quella precedente (o per fondere il bordo posteriore del giunto quando si effettua la saldatura iniziale). Quindi, andare avanti in modo che l’arco completamente stabilito salda sul punto dello sciopero dell’arco e lo consumi.
Se si sta imparando prima SMAW, si consiglia di optare per un elettrodo rutilo user-friendly. Tuttavia, chiunque abbia intenzione di saldare strutture professionali o critiche (e che include attrezzi agricoli) dovrebbe imparare con gli elettrodi utilizzati per queste applicazioni, e questo significa padroneggiare elettrodi di base e cellulosici.