Cp e Cpk sono considerate misure di capacità potenziale a breve termine per un processo. In Six Sigma vogliamo descrivere la qualità dei processi in termini di sigma, perché questo ci dà un modo semplice per parlare di come i diversi processi capaci utilizzano un quadro matematico comune. In altre parole, ci consente di confrontare i processi apple con i processi orange!
- Capacità di processo
- Prima di iniziare!
- Qual è la differenza tra Cp, Cpk e Pp, PPk?
- Cpk vs Ppk
- Se un processo è in controllo statistico;
- Se un processo NON è in controllo statistico;
- Qual è la differenza tra Cp e Cpk?
- Cp vs Cpk
- Le riprese a un bersaglio Analogia
- Che cos’è Cpk?
- Il parcheggio di un’auto nel Garage Analogia
- Come calcolare Cpk
- Perché stiamo dividendo per 3 per trovare Cpk?
- Calcolare Cpk usando un valore Z
- Note e caratteristiche di Cpk
- Cpk e processi centrati
- Note su Cpk
- Quali sono i buoni valori per Cpk?
- Come calcolare Cp
- Cp per la media di processo vicina alla USL
- Cp per la media del processo vicino a LSL
- Indice di capacità
- Notes on Cp Values
- Rapporto di capacità Cr
- Note sulla relazione Cp e Cpk
- Capacità di processo Video
- Cpk Video
- Lezione sulla Capacità di Processo e SPC
- ASQ Six Sigma Black Belt Processo di Certificazione Capacità di Domande:
- ASQ Six Sigma Cintura verde Capacità di processo di certificazione Domande:
- Cp, Cpk, Pp, Ppk Domande di pratica e grafici Z
- Contributori
Capacità di processo
Questo è un lungo articolo, ma ho pensato che fosse importante mantenere Cp e Cpk insieme. Cpk viene indirizzato prima, poi Cp. Ci sono anche note di crib su cosa significano le equazioni in un senso di prestazioni reali, cosa dovresti essere in grado di dire su un processo a seconda dei valori Cp e Cpk e altro ancora. Se non si trova quello che stai cercando, per favore fatemelo sapere nelle note qui sotto.
Prima di iniziare!
Questo articolo è stato scritto per aiutare i candidati Six Sigma Green Belt e Black Belt a prepararsi e superare gli esami.
Se sei tu, lasciami un commento qui sotto o contattami e fammi sapere per quale organizzazione e cintura stai studiando. Questo mi aiuterà a rendere l’articolo ancora migliore per te.
Se stai studiando per qualcos’altro, per favore lascia un commento o contattami e fammi sapere per cosa stai studiando. Ancora una volta, questo mi aiuterà a rendere l’articolo migliore per te e per tutti gli altri. Grazie, Ted.
Qual è la differenza tra Cp, Cpk e Pp, PPk?
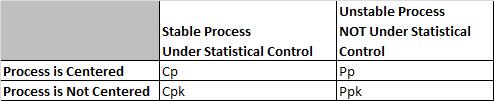
Cp e Cpk sono chiamati Capacità di Processo. Pp e Ppk sono chiamati Prestazioni di processo. In entrambi i casi vogliamo provare a verificare se il processo può soddisfare i CTQ (requisiti) del cliente.
Cp, e Cpk sono utilizzati per la capacità di processo. Generalmente si utilizza questo quando un processo è sotto controllo statistico. Questo accade spesso con un processo maturo che è stato intorno per un po’. La capacità di processo utilizza il valore sigma di processo determinato dal campo mobile, dal campo o dai grafici di controllo Sigma
Pp e PPk vengono utilizzati per le prestazioni del processo. Generalmente si utilizza questo quando un processo è troppo nuovo per determinare se è sotto controllo statistico. Ex. c’è una breve corsa di pre-produzione o si sta pilotando un nuovo processo. Poiché non ci sono molti dati storici, prendiamo grandi campioni dal processo per tenere conto della variazione. Le prestazioni del processo generalmente utilizzano sigma campione nel suo calcolo.
In teoria Cpk sarà sempre maggiore o uguale a Ppk. Ci sono anomalie osservate quando la dimensione del campione è piccola e i dati rappresentano un breve lasso di tempo in cui la stima utilizzando R sovrastimerà la deviazione standard e renderà Cpk più piccolo di Ppk. Non è reale, non ci può mai essere meno variazione a lungo termine dal momento che il lungo termine sta usando tutti i dati non solo due pezzi di dati da ogni sottogruppo.
Valutare la capacità di processo con Cp& Cpk rispecchia ciò che viene fatto (e perché viene fatto) quando si segue l’approccio Pp& Ppk. La differenza principale è che si utilizza Cp & Cpk dopo che un processo ha raggiunto la stabilità o il controllo statistico.
Cpk vs Ppk
Ppk ci dice come un processo si è eseguito in passato e non è possibile utilizzarlo per prevedere il futuro perché il processo non è in uno stato di controllo.
Se un processo è in controllo statistico;
I valori per Cpk e Ppk convergeranno quasi allo stesso valore perché sigma e la deviazione standard del campione saranno identici (utilizzare un test F per determinare).
In altre parole, se Cpk == Ppk, il processo è probabile nel controllo statistico.
Se un processo NON è in controllo statistico;
I valori Cpk e Ppk saranno nettamente diversi, forse con un margine molto ampio.
Qual è la differenza tra Cp e Cpk?
Cp vs Cpk
Cp e Cpk misurano la coerenza con le prestazioni medie.
La ‘k’ sta per ‘fattore di centralizzazione.”L’indice prende in considerazione il fatto che i tuoi dati non sono forse centrati.
Cpk ci dice cosa è in grado di fare un processo in futuro, supponendo che rimanga in uno stato di controllo statistico.
Le riprese a un bersaglio Analogia
In un set di dati perfettamente centrato, non ci sarà alcuna differenza tra Cp e Cpk. Pensate di lanciare freccette a un freccette e avere il centro dell’occhio del toro essere il 0,0 su un piano cartesiano e i bordi essendo fuori 3 unità da quel punto centrale (useremo il bordo del freccette o 3 e -3 come la nostra USL e LSL). In un campione perfettamente centrato di freccette, la distanza media dal centro, o Mu, sarà 0. Una piccola algebra ci mostrerà che i tuoi numeri Cpk e Cp escono allo stesso modo. Min((0 – -3)/3 s , (3-0)/3 s) = (3 – -3)/6 s = 1 s .
Le cose si fanno un po ‘ harrier quando le freccette si muovono verso l’alto, diciamo di essere centrate a una media di 2 unità sopra il centro. Ora finisci con un Cpk di (3-2)/3s = 1 / 3s, ma il tuo Cp è sempre lo stesso 1s di prima. È importante notare che poiché Cpk utilizza la funzione minima, sarà sempre uguale o inferiore al Cp per lo stesso set di dati.
Che cos’è Cpk?
Il parcheggio di un’auto nel Garage Analogia
Se pensi alle pareti del tuo garage – dove devi montare la tua auto – diventano i limiti delle specifiche del cliente. Se si va oltre questi limiti, si andrà in crash, e il cliente non sarà felice!
Se il tuo processo ha molte variazioni, significa che la media del processo è ovunque. Non va bene per parcheggiare un’auto, e non va bene per qualsiasi altro processo. Per dare il vostro processo di parcheggio le migliori possibilità di successo si dovrebbe lavorare sulla riduzione variazione e centraggio.
Se l’auto è troppo ampia per il garage, nulla di ciò che fai per centrare il processo ti aiuterà. Devi cambiare la dispersione del processo (rendere l’auto più piccola.)
Se l’auto è molto più piccola del garage, non importa se la parcheggi esattamente nel mezzo; si adatta e hai molto spazio su entrambi i lati. Questo è uno dei motivi per cui la filosofia six sigma si concentra sulla rimozione della variazione in un processo.
Se si dispone di un processo che è in controllo e con poche variazioni, si dovrebbe essere in grado di parcheggiare l’auto facilmente all’interno del garage e quindi soddisfare le esigenze del cliente. Cpk ti dice il rapporto tra le dimensioni della vettura, la dimensione del garage e quanto lontano dal centro del garage hai parcheggiato l’auto.”
Come calcolare Cpk
Cpk è una misura per mostrare quante deviazioni standard sono i limiti delle specifiche dal centro del processo. Su alcuni processi puoi farlo visivamente. Altri richiedono un’equazione.
Per trovare Cpk è necessario calcolare un punteggio Z per il limite di specifica superiore (chiamato Z USL) e un punteggio Z per il limite di specifica inferiore (chiamato Z LSL).
Poiché stiamo cercando di misurare quante deviazioni standard si adattano tra la linea centrale e il limite delle specifiche, non dovresti essere sorpreso che il valore di tali limiti, la media del processo e la deviazione standard siano tutti componenti del calcolo Z.
Cp è un’abbreviazione. Ci sono davvero due parti; la Cpu superiore e inferiore denotato e Cpl rispettivamente. Le loro equazioni sono:
Cpl = (Process Mean – LSL)/(3*Deviazione standard)
Cpu = (USL – Process Mean)/(3*Deviazione standard)
Cpk è semplicemente il valore più piccolo del Cpl o Cpu indicato: Cpk= Min (Cpl, Cpu)
Perché stiamo dividendo per 3 per trovare Cpk?
Sappiamo che qualsiasi limite di specifica ha un limite superiore e un limite inferiore. Perché sai che 6 sigma – o 6 deviazioni standard rappresentano quasi tutte le eventualità su un processo (supponendo una distribuzione normale) non dovresti essere sorpreso di vedere “/ 3” perché stiamo guardando solo un lato della distribuzione.
Calcolare Cpk usando un valore Z
Se hai un valore Z, l’equazione è molto semplice;
Cpk può essere determinato dividendo il punteggio Z per tre.
Un punteggio z è lo stesso di un punteggio standard; il numero di deviazioni standard al di sopra della media.
Z = x – media della popolazione / deviazione standard.
Note e caratteristiche di Cpk
Cpk e processi centrati
Se un processo è perfettamente centrato, ha un Cp di 1. Ciò indicherebbe che la media era di 3 deviazioni standard dal limite superiore e dal limite inferiore.
Un processo perfettamente centrato – un processo che ha una media esattamente tra i limiti delle specifiche 2 (il che significa che a metà strada tra i due avrà un Cpk di 1. Com’è possibile? Controlliamo la matematica.
Se un processo è perfettamente centrato, allora sappiamo che il (USL – Process mean) è uguale alla stessa cosa del (Process Mean – LSL). Chiamiamolo A.
Z USL = USL-Media del processo / Deviazione standard. quindi diventa Z USL = A / Deviazione standard
Z LSL = Media di processo – LSL / Deviazione standard quindi diventa Z LSL = A / Deviazione standard.
La stessa identica cosa.
Note su Cpk
- Cpk misura quanto vicino un processo sta eseguendo rispetto ai suoi limiti di specifica e tenendo conto della variabilità naturale del processo.
- Più grande è meglio. Più grande è il Cpk, meno è probabile che qualsiasi elemento sia al di fuori dei limiti delle specifiche.
- Quando Cpk è negativo significa che un processo produrrà un output che è al di fuori dei limiti delle specifiche del cliente.
- Quando la media del processo è al di fuori dei limiti delle specifiche del cliente, il valore di Cpk sarà negativo
- Generalmente vogliamo un Cpk di almeno 1,33 o superiore per soddisfare la maggior parte dei clienti.
- Cpk può avere un valore superiore e inferiore riportato.
- Se il valore superiore è 2 e quello inferiore è 1, diciamo che è stato spostato a sinistra.
- Questo non ci dice nulla se il processo è stabile o meno.
- Dobbiamo riportare il più basso dei 2 valori.

Quali sono i buoni valori per Cpk?
Ricordate il parcheggio in garage analogia?
Cpk = Numero negativo: il processo andrà regolarmente in crash l’auto contro il muro.
Cpk = 0.5: Hai buone possibilità di colpire il muro all’ingresso.
Cpk = 1: La vostra auto può essere solo toccando il bordo più vicino della voce.
Cpk =2: Grande! Hai una grande autorizzazione. Si potrebbe raddoppiare la larghezza della vostra auto prima di colpire il lato del garage.
Cpk = 3: Eccellente! Hai un’autorizzazione eccellente. Si potrebbe triplicare la larghezza della vostra auto prima di colpire il lato del garage.
Come calcolare Cp
Proprio come usi Cp&Cpk quando un processo è stabile e Pp& Ppk quando un processo è nuovo, anche il modo in cui calcoli ciascuno è un po ‘ diverso.
Rivisitiamo Pp
Pp = (USL – LSL)/6* s
In Pp, s è la deviazione standard, o la ‘grassezza’ o dispersione della curva a campana.
In Cp, sostituiamo s con e stima di σ che chiamiamo σr. Per fare ciò sfruttiamo il concetto di intervallo mobile da un grafico a barre R in movimento o da un grafico XMR. Quindi, σr =
R Bar proviene dal campo di movimento.
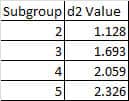
D2 riflette i valori derivati dall’integrazione dell’area sotto la curva normale. Spesso usiamo una tabella che fornisce un valore d2 in base a quanti sottogruppi erano nel campione.
Cp non tiene conto del centraggio.
Cp = (USL – LSL) / ( 6* σr )
Cp = (USL – LSL) / ( 6* R Bar / d2 )
Cp per la media di processo vicina alla USL
Se la media di processo (tendenza centrale) è più vicina alla USL, usa: / , dove x(bar) è la media di processo.
Cp per la media del processo vicino a LSL
Se la Media del processo (tendenza centrale) è più vicina alla LSL, usa:/, dove x(bar) è la media del processo.
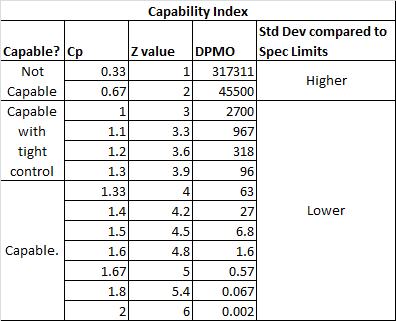
Indice di capacità
Come si relazionano Cp, valori Z, DPMO , Limiti di specifica, Deviazione standard e Capacità?
Vedi anche valori Z e capacità di processo.
Notes on Cp Values
- If the ratio is greater then la tolleranza ingegneristica è maggiore della diffusione del processo, quindi il processo ha il “potenziale” per essere capace (a seconda del centraggio del processo).
- Se, tuttavia, la diffusione del processo è maggiore della tolleranza Ingegneristica, la variazione del processo non si “adatta” alla tolleranza e il processo non sarà in grado (anche se il processo è centrato in modo appropriato).
Rapporto di capacità Cr
La razione di capacità è l’inverso di Cp
Cr = 1 / Cp=(6* σr) / (USL – LSL)
Se Cr < 0.75, il processo è in grado.
Se Cr = 0.75-1.00, il processo è in grado con stretto controllo.
Se Cr > 1, il processo non è in grado.
Note sulla relazione Cp e Cpk
- Se Cp == Cpk, allora il processo è perfettamente centrato. Se perfettamente centrato, Cp = = Cpk.
- Poiché Cpk rappresenta il centraggio (dove Cp non lo fa), Cpk non può mai essere più grande di Cp.
- Entrambi assumono un processo stabile.
Capacità di processo Video
Cpk Video
Grande, chiaro, conciso video su questo argomento.
” Se si producesse un Cpk uguale a 1, ci si potrebbe aspettare di produrre almeno il 99,73% di parti buone.”
Lezione sulla Capacità di Processo e SPC
ASQ Six Sigma Black Belt Processo di Certificazione Capacità di Domande:
Domanda: i Dati utilizzati nel set-up iniziale di un processo che si presume abbiano una distribuzione normale. Se il nominale (target) è impostato al centro della distribuzione e i limiti delle specifiche sono impostati a ±3 secondi dal centro, allora il Cpk è uguale a:
Questa sezione richiede di essere un passare il vostro Six Sigma membro esame. Accedi o Registrati in pochi secondi con i pulsanti qui sotto!
Accedi al tuo account
O
Iscriversi a Superare il tuo esame Six Sigma
Domande, commenti, problemi, preoccupazioni? Si prega di lasciare una nota nei commenti qui sotto!
(A) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
Questa sezione richiede l’accesso.
ASQ Six Sigma Cintura verde Capacità di processo di certificazione Domande:
Domanda: Quando si calcola l’indice Cp, cosa rappresenta la deviazione standard nella formula Cp = (USL-LSL) / 6σ?
Questa sezione richiede di essere un passare il vostro Six Sigma membro esame. Accedi o Registrati in pochi secondi con i pulsanti qui sotto!
Accedi al tuo account
O
Iscriversi a Superare il tuo esame Six Sigma
Domande, commenti, problemi, preoccupazioni? Si prega di lasciare una nota nei commenti qui sotto!
(A) L’intervallo di tolleranza
(B) L’intervallo di confidenza per il risultato
(C) L’intervallo del processo
(D) La varianza dell’indice
Questa sezione richiede l’accesso.
Cp, Cpk, Pp, Ppk Domande di pratica e grafici Z

La pratica rende perfetti! Gratis Cp, Cpk, Pp, domande di pratica Ppk.
Contributori
-

Ho originariamente creato SixSigmaStudyGuide.com per aiutarmi a prepararmi per i miei esami da cintura nera. Overtime Ho cresciuto il sito per aiutare decine di migliaia di candidati Six Sigma Belt a prepararsi per la loro cintura verde & Esami Black Belt. Vai qui per imparare a superare l’esame Six Sigma la 1a volta!
Visualizza tutti i messaggi