
kuva 1
suojattu metallikaarihitsaus ei välttämättä ole ensimmäinen hitsaajan koulussa oppima hitsausprosessi, mutta se on silti arvokas taito. Tällaisten taitojen kysyntä saattoi todella lähteä nousuun, kun Yhdysvalloissa aloitettiin uudelleen raskaat valmistustoimet.
Oscar Kjellberg keksi vuonna 1904 maailman ensimmäisen päällystetyn hitsauselektrodin upottamalla paljaan langan karbonaattien (mm. puumassan tai selluloosan) ja silikaattien seokseen sideaineena. Vaikka edistysaskeleet metallurgiassa, elektrodien päällystekoostumuksessa ja valmistustekniikoissa jatkuvat tähän päivään asti, suojatun metallikaarihitsauksen (SMAW) perusperiaatteet, jotka tunnetaan myös nimellä stick-hitsaus, pysyvät. Elektrodipinnoitteella saadaan:
- Kaarisuojaus, kun pinnoitteen kalsiumkarbonaatti (CACO3) hajoaa kaarilämmössä CAO: ksi ja CO2: ksi.
- kuonajärjestelmän ensisijainen lähde, joka tukee hitsilammikkoa ja auttaa poistamaan epäpuhtauksia sulan metallin hitsikerrostumasta.
- kaaren stabiilisuus alkuaineiden kuten natriumin ja kaliumin avulla.
- ensisijainen seosaineen ja lisäaineen lähde.
vaikka prosessi on vanha, se ei tarkoita, etteikö sillä olisi merkitystä. SMAW-elektrodit muodostavat noin 20 prosenttia lisäainemarkkinoista. Kulutettujen elektrodien määrä, jonka arvioidaan olevan noin 150-200 miljoonaa puntaa Pohjois-Amerikassa jaettuna vähän vetyä sisältäviin ja muihin lajeihin, on pysynyt suhteellisen vakiona viiden viime vuoden ajan (KS.Kuva 1). Tämä SMAW-elektrodien johdonmukainen kysyntä tukee oletusta, että jokaisella sovelluksella on hitsausprosessi, joka toimii parhaiten, ja kun tulee tilanteisiin, jotka vaativat siirrettävyyttä ja yksinkertaisuutta, SMAW tarjoaa eniten etuja, jotka on tiivistetty kuva 2.
perusperiaatteet
SMAW-elektrodin ydinlanka voi olla kiinteästi vedetty sauva, valettu materiaali tai valmistettu ydinlanka. Ydinlanka johtaa kaareen sähkövirtaa epäjaloa metallia sulattaen ja tarjoaa hitsausliitoksen täyteaineen. Ydinlanka voidaan seostaa tai olla seostamatta. Tyypillisiä ydinlankalaatuja ovat hiiliteräs Miedolle teräkselle ja matalaseosteisille elektrodeille ja 304L, 308L, 309l ja 316L ruostumaton ydinlanka ruostumattomasta teräksestä valmistetuille elektrodeille.
saatavilla on myös monia erikoisjohtoja, kuten alumiinia sekä kertymis-ja kovapintaisia johtoja. Näillä elektrodeilla on ydinjohtokoostumus, joka täydentää pinnoitteen ja elektrodisuunnittelua luokittelua ja soveltamista varten.
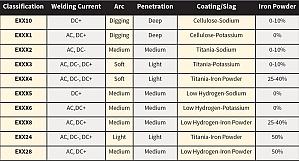
elektrodien kolme ensisijaista luokkaa—selluloosa, Rutiili ja emäksinen (vähän vetyä)-saavat nimensä päällystetyypistä. Elektrodin pinnoitteet auttavat optimoimaan suorituskykyä eri sovelluksiin vaikuttamalla siihen, kuinka nopeasti kuona jäätyy; tunkeutuminen (syvä, keskitaso tai lievä); ja laskeuman nopeus. Pinnoite edistää myös hyvää kaaren aloitusta, helppoa uudelleenlämmitystä, lätäkönhallintaa ja vakaata kaarta, jossa roiskeet ovat vähäisiä.
selluloosa. Selluloosamaisen elektrodin pinnoite sisältää enintään 30 prosenttia tai enemmän puujauhoja. Pinnoite on suhteellisen ohut (12-15 prosenttia elektrodin läpimitasta) ja tuottaa ohutta, helposti irrotettavaa, nopeasti jäätyvää kuonaa, joka soveltuu kaikenasentoiseen hitsaukseen, mukaan lukien pysty-ylös ja pysty-alas. Selluloosapitoiset elektrodit tarjoavat kaivu – / ajokaaren, jossa on syvä penetraatio (KS.kuva 3). Hitsauslammikko kastelee ja leviää hyvin, osoittaa erinomaiset mekaaniset ominaisuudet ja sillä on erottuva väreily. Selluloosaelektrodeja ovat E6010, E7010 ja e6011, joita käytetään tyypillisesti putkiin, proomuihin, maatilan korjauksiin, huoltotöihin ja likaisiin levyihin.
Rutiili. Rutiili on mineraali, joka koostuu pääasiassa titaanidioksidista. Rutiilielektrodit, kuten e6013, E7014 ja XXX-16 luokan ruostumattomasta teräksestä valmistetut elektrodit, tarjoavat pehmeän kaaren, jonka läpäisy on kevyempi kuin selluloosapitoiset elektrodit. Kuona on helposti hallittavissa, ja valokaari syttyy ja uudelleen syttyy helposti, mikä tarjoaa suuremman hitsaajan vetovoiman. Niitä käytetään tyypillisesti yleisissä valmistussovelluksissa, joissa kriittisten hitsausten mekaanisia ominaisuuksia ei vaadita.
perus. Peruselektrodit tarjoavat kaaren, jolla on keskitason läpäisy ja erinomaiset mekaaniset ominaisuudet. Päällysteenä on vähävetyinen rautajauhe, TiO2, CaCO3 ja CaF2 (kalsiumfluoridi). Pinnoite on keskipaksuinen, ja rautajauheen lisääminen lisää laskeumaa. Se jäätyy suhteellisen nopeasti, jotta tasainen, vaaka -, pysty-ylös ja yläpuolella hitsaus. Peruselektrodeja, kuten E7018, käytetään kriittisiin hitsauksiin teräsrakenteiden, siltojen, laivojen ja offshore-öljyn ja kaasun sovelluksissa, joissa mekaaniset ominaisuudet ovat tärkeitä.
kuva 4 on tiivistelmä elektrodeista, ominaisuuksista ja koostumuksesta.
tähän mennessä elektrodeihin on viitattu niiden AWS-luokituksella, kirjain-numero-yhdistelmällä, joka välittää olennaisia tietoja ja joka on painettu elektrodin kylkeen (KS.kuva 5). Esimerkkinä E7018:
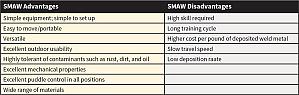
kuva 2
SMAW ei ehkä ole tuottavin hitsausprosessi, mutta se on erittäin monipuolinen, koska sitä voidaan käyttää lähes missä tahansa ja sillä voidaan saada aikaan kiinteä liitos.
70 = Vähimmäislujuus, tässä tapauksessa
vetolujuus suurempi kuin 70 000 PSI
1 = Kokonaishitsauskyky
8 = Kuvassa mainitut ominaisuudet. 2,
erityisesti se, että se toimii AC-tai DC+ – virralla
H4 = Diffusoituva vetytaso
r = enintään 0,4 prosentin kosteus
painon mukaan altistumisen jälkeen
elektrodin väri on enimmäkseen kosmeettinen ja johtuu usein kuonajärjestelmään kuuluvista oksideista. Älä valitse elektrodia sen värin mukaan; vahvista AWS-luokitus ja/tai elektrodin nimi tarkastelemalla pinnoitteen tulostusta. Uteliaille värit merkitsevät seuraavaa:

kuva 3
Selluloosaelektrodit tuottavat ohuen, helposti irrotettavan kuonakerroksen (käyttäjä juuri harjasi hansikkaansa tämän helmen yli) ja erottuvat helmen väreet.
vihreä = kromioksidi
valkoinen = titaanioksidi
Sininen = kobolttioksidi
Tan = sinkkiferiitti ja rautaoksidi
Stay Centered
elektrodin pinnoitteen paksuus voi vaihdella ohuesta (E6010) paksuun (E7024) riippuen siitä, onko pinnoite on suunniteltu tuottamaan nopeasti jäätyvä kuona-järjestelmä tai edistää täyteainetta ja seosaineita. Paksuudesta riippumatta laatuelektrodilla on samankeskinen pinnoite (KS.kuva 6). Muuten kaari saattaa harhailla toiselle puolelle. Hitsauksen aikana pinnoitteen kraatteri auttaa keskittämään ja suuntaamaan kaarivoimaa ja sulaa metallia. Kun pinnoite ei ole samankeskinen ydinlangalle, elektrodi palaa epätasaisesti, jolloin projektio jää sille puolelle, jossa pinnoite on raskain. Tämä ehto on usein kutsutaan kynnet. Oireita ovat huono kaaren suuntaan, epäjohdonmukainen hitsin helmiä, huono suojaus, ja puute tunkeutuminen.
painivat kosteuden kanssa
tänään käyttäjät näkevät e7018-elektrodit, joiden H4R-nimitys on painettu pinnoitteeseen, mikä osoittaa, että sitä voidaan käyttää yhdeksän tunnin ajan sen jälkeen, kun se on poistettu ilmatiiviisti suljetusta pakkauksesta, ja silti tallettaa hitsimetallia, jossa on alle 4 millilitraa diffusoituvaa vetyä 100 grammaa talletettua hitsimetallia kohti ja jonka kosteuden absorptio on alle 0,4 prosenttia pinnoitteessa altistumisen jälkeen. Kun käytät niitä kahdeksan tunnin työvuoron aikana, sinun ei tarvitse olla huolissasi siitä, että nämä H4R-elektrodit (KS.Kuva 7) ovat imeneet ylimääräisen ilmakehän kosteuden, mikä voisi edistää vedyn halkeilua ja minimoida lämmitetyn sauvakärryn tarpeen.
tästä huolimatta kaikki elektrodit vaativat asianmukaista säilytystä ja kunnostusta. Ensisijainen syyllinen heikkoon elektrodin suorituskykyyn on Kosteus. Liiallinen kosteus e7018-elektrodissa voi johtaa vetykrakkaukseen. Kaikki avoimet astiat on säilytettävä 225-300 F-asteessa. Tarvittaessa matalavetyelektrodeja voidaan kunnostaa paistamalla tunnin ajan sauvauunissa 700 asteessa F. säilytä aina matalavetyelektrodit erikseen, äläkä säilytä niitä samassa sauvauunissa muiden elektrodien kanssa.
selluloosapitoisilla elektrodeilla, joiden pinnoitteessa on 4-6 prosenttia kosteutta (verrattuna 0,4 prosenttiin e7018 H4R: ssä), liian vähäinen kosteus saattaa estää pinnoitetta tuottamasta riittävää suojakaasua ja johtaa huonoon suorituskykyyn. Säilytä EXX10 ja EXX11 huoneenlämmössä ilmatiiviissä astiassa. Rutiilielektrodit (EXX12, EXX13, EXX14 ja EXX24) tulee säilyttää 100-150 asteessa F.
Jos epäilet elektrodien olevan vanhoja, kannattaa ne hävittää ja ostaa tuoreina. Pienemmät paketit maksavat kilolta enemmän, mutta ainakaan ne eivät mene hukkaan.
SMAW: n Tehonlähteet
kaikkien SMAW: n voimanlähteiden valintaa eri sovelluksissa koskevien vaatimusten tarkistamisesta on laadittava erillinen artikkeli, erityisesti kun tarkastellaan moottorikäyttöisiä hitsauskoneita. Koska nykyinen painopiste on kuitenkin elektrodikoostumuksessa, on huomattava elektrodien ja monissa suosituissa invertteripohjaisissa virtalähteissä yleisesti esiintyvien säätöjen välinen yhteys. Jotkut näistä ohjausobjekteista sisältävät elektrodin valinnan, säädettävän kuumakäynnistyksen ja säädettävän kaarivoiman.
elektrodin valintasäätimet mahdollistavat koneen voltti / amp-käyrän ja kaaren ominaisuuksien automaattisen optimoinnin tietyille elektrodeille yksinkertaisella napin painalluksella tai nuppia kääntämällä (KS.Kuva 8). Yhteisiä valintoja ovat ne, jotka erottavat perus -, Rutiili, ja selluloosainen elektrodit. Aiemmin sinun piti valita tietty kone ja säätää erilaisia hieno ja karkea valvonta saada halutun suorituskyvyn ja ominaisuudet.
kuva 4
koska matalavetyelektrodit toimivat hyvin pysty-ja ylähitsaussovelluksissa, ne ovat yleisimmin käytettyjä kulutushyödykkeitä SMAW: ssa.
kuuma käynnistys lisää virtaa asetetun arvon yli muutamaksi millisekunniksi kaaren muodostamisen helpottamiseksi. Koska e6010-ja E6013-elektrodit syttyvät helposti, ne eivät tarvitse paljon apua; e7018-elektrodit hyötyvät kuumakäynnistyksestä.
Kaarivoiman säätö Lisää ampeeria jännitteen laskiessa tietyn kynnyksen alapuolelle, jolloin elektrodin voi työntää liitokseen ilman elektrodin tarttumista. Ajokaarensa vuoksi e6010-elektrodit eivät tarvitse paljoa ylimääräisiä ohjaustoimenpiteitä. E7018-elektrodit voivat kuitenkin hyötyä suuremmista kaarivoiman arvoista. Kokeilussa aloitetaan alhaisilla tai neutraaleilla arvoilla ja nostetaan määrää vähitellen 5 tai 10 prosenttiyksiköllä.
huomaa, että selluloosapitoiset elektrodit vaativat enemmän jännitettä kuin muut elektrodit. Lisäksi, jos käytät niin sanottua” whip and pause ” -tekniikkaa hitsaukseen pystyasennossa, kaaren pituus muuttuu ja hitsausvoimalähteen on pidettävä kaari vakiintuneena. Tämän vuoksi virtalähteet, jotka ovat hyviä e6010-elektrodien ajamiseen, jakavat kaksi ominaisuutta. Ensinnäkin niissä on korkea avoimen piirin jännite (OCV), joka on jännite elektrodissa ennen kaaren iskua (virtaa ei vedetä). Usein vertaus on, että OCV—ja muista, että jännite tuottaa sähköisen paineen—on kuin puutarhaletku, jossa vesi on päällä ja ennen suuttimen avaamista. Hyvän sähköisen paineen tarjoava voimanlähde takaa paremmat kaarilähdöt.
toisissa, E6010: n hyvissä voimanlähteissä on suuri induktori. Induktori kestää läpi kulkevan sähkövirran muutoksen. Niiden sanotaan ” pitävän valtaa ”tai toimivan” tehoreservinä ” pitääkseen kaaren vakiintuneena, kun manipuloit elektrodia. Perinteiset voimanlähteet ja hitsausgeneraattorit käyttävät suuria magnetiikkaa, kuten ferriittisydämen ympärille kiedottua kuparilankaa. Invertteripohjaiset virtalähteet käyttävät elektroniikkaa ja paljon pienempiä magnetiikkaa kokonaispainon minimoimiseksi.
toimintaperiaatteet
kun opettelet SMAW: ta elektrodityypistä tai voimanlähteestä riippumatta, muista, että tuloksia ohjataan hallitsemalla viittä muuttujaa:
- nykyinen. Tämä on asetettu virtalähteen ohjaukseen.
- Matkakulma. Kun hitsaat tasaisessa ja vaakasuorassa asennossa, vedä elektrodi 5-10 asteen kulmassa. Kun hitsaat pysty-ylös tai yläpuolella, työnnä elektrodi 5-10 asteen kulmassa.
- kaaren pituus. Yleensä tämä on enintään elektrodin halkaisija ja useammin 1/16 – 3/32 in. pitkä. Esimerkki on kuva 9. Muista, että jännite on verrannollinen etäisyyteen. Työnnä elektrodi lähemmäksi lätäkön jäähdyttämiseksi ja pidä pidempi kaari lämmön lisäämiseksi.
- matkavauhti. Säädä matka ohjaus lätäkkö leveys. Sen pitäisi olla noin 1,5 kertaa enintään 2 kertaa elektrodin halkaisija.
- manipulointi. Kysy 10 operaattorilta heidän manipulointitekniikastaan, niin saat 10 erilaista vastausta. Lisäksi tekniikat vaihtelevat elektrodityypin; ampeerin; sijainnin; liitoskokoonpanon; ja onko hitsaus juuri, täytä tai korkki pass. Aloita opettelemalla käyttämään suoravetotekniikkaa tasaisella levyllä tai vaikkapa lisäämällä siihen tiukka kiertoliike.
peruslähtö
iskeäksesi valokaareen millä tahansa elektrodilla, napauta elektrodia, jossa työn on määrä alkaa, ja lisää sitten pieni nosto ja raapaisuliike, jotta saadaan oikea kaaren pituus ja estetään elektrodin tarttuminen. Selluloosa-ja rutiilielektrodeille voit siirtyä eteenpäin kaaren perustamisen jälkeen. Matalavetyelektrodit eivät kuitenkaan välttämättä suojaa hitsausta riittävästi kaaren käynnistyksen aikana päällystekoostumuksen vuoksi. Näiden elektrodien kanssa oikea aloitustekniikka liittyy kaaren iskemiseen noin 3/16 sisään. (yhden tai kahden elektrodin halkaisijat) edessä, jossa hitsin on määrä alkaa. Kun olet määrittänyt kaaren pituuden, siirrä elektrodi takaisin sitomaan Uusi hitsaus edellisen kanssa (tai sulattamaan liitoksen takareuna ensimmäistä hitsausta tehtäessä). Siirry sitten eteenpäin niin, että täysin vakiintunut kaarihitsaus osuu kaaren kohdalle ja kuluttaa sitä.
jos opettelet SMAW: ta ensimmäistä kertaa, voit valita käyttäjäystävällisen rutiilielektrodin. Jokaisen, joka aikoo hitsata ammattimaisesti tai kriittisiä rakenteita (mukaan lukien maatilatyökalut), tulisi kuitenkin oppia käyttämään näihin sovelluksiin käytettyjä elektrodeja, mikä tarkoittaa perus-ja selluloosaelektrodien hallintaa.