
Figur 1
afskærmet metalbuesvejsning er muligvis ikke den første svejseproces, som en svejser lærer i skolen, men det er stadig en værdifuld færdighed at have. Efterspørgslen efter sådanne færdigheder kunne virkelig tage fart med en genopblussen i tunge fabrikationsaktiviteter i USA Oscar Kjellberg opfandt verdens første overtrukne svejseelektrode i 1904 ved at dyppe en bare ledning i en blanding af carbonater (inklusive træmasse eller cellulose) og silikater til at fungere som et bindemiddel. Mens fremskridt inden for metallurgi, elektrodebelægningssammensætning og fremstillingsteknikker fortsætter den dag i dag, forbliver de grundlæggende principper for afskærmet metalbuesvejsning (SMA), også almindeligt kendt som stavsvejsning. Elektrodebelægningen giver:
- Bueafskærmning, når calciumcarbonatet (CACO3) i belægningen nedbrydes til CAO og CO2 under buevarme.
- den primære kilde til slaggesystemet, som understøtter svejsepytten og hjælper med at fjerne urenheder fra det smeltede metal svejseaflejring.
- Arc stabilitet gennem elementer som natrium og kalium.
- en primær kilde til legering og yderligere fyldstofmetal.
bare fordi en proces er gammel, betyder det ikke, at den ikke er relevant. 20 procent af markedet for fyldstofmetal. Mængden af forbrugte elektroder, der anslås til omkring 150 millioner til 200 millioner pund i Nordamerika, fordelt mellem lavt brint og andre typer, har været relativt konstant i de sidste fem år (se figur 1). Denne konsekvente efterspørgsel efter SMA elektroder understøtter den forudsætning, at hver applikation har en svejseproces, der fungerer bedst, og når det kommer til situationer, der kræver bærbarhed og enkelhed, SMA tilbyder de fleste fordele, som er opsummeret figur 2.
grundlæggende principper
kernetråden i en SMA-elektrode kan være en solid trukket stang, et støbt materiale eller en fabrikeret kernetråd. Kernetråden leder elektrisk strøm til buen for at smelte uædle metaller og tilvejebringer fyldmaterialet til svejsefugen. Kernetråden kan eller ikke være legeret. Typiske kernetrådkvaliteter inkluderer kulstofstål til blødt stål og lavlegeret elektroder og 304L, 308l, 309l og 316L rustfrit kernetråd til elektroder i rustfrit stål.
mange specielle ledninger er også tilgængelige, herunder aluminium og dem til opbygning og hardfacing. Disse elektroder har en kernetrådssammensætning, der supplerer belægningen og elektrodedesignet til klassificering og anvendelse.
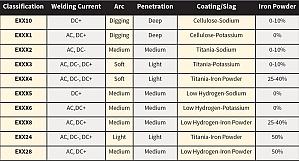
de tre primære kategorier af elektroder—cellulose, rutil og basisk (lavt hydrogen)-får deres navn fra belægningstypen. Elektrodebelægninger hjælper med at optimere ydeevnen til forskellige applikationer ved at påvirke, hvor hurtigt slaggen fryser; penetration (dyb, medium eller mild); og aflejringshastighed. Belægningen bidrager også til god bue initiering, nem restrikes, Pyt kontrol, og en stabil bue med minimal sprøjt.
celluloseholdige. Belægningen på en celluloseelektrode indeholder op til 30 procent eller mere træmel. Belægningen er relativt tynd (12 til 15 procent af elektrodens diameter) og producerer en tynd, let aftagelig, hurtigfrysende slagge, der er velegnet til svejsning i alle positioner, inklusive lodret op og lodret ned. Celluloseelektroder giver en grave / drivbue med dyb penetration (se figur 3). Svejsepytten fugter og spreder sig godt, demonstrerer fremragende mekaniske egenskaber og har karakteristiske krusninger. Celluloseelektroder inkluderer E6010, E7010 og E6011, som typisk bruges til rør, pramme, gårdreparationer, vedligeholdelsesarbejde og beskidt plade.
Rutil. Rutil er et mineral, der primært består af Titan. Rutilelektroder som E6013, E7014 og 16 klasse rustfrit stålelektroder tilbyder en blød bue med lettere penetration end celluloseelektroder. Slaggen er let kontrolleret, og buen antænder og restrikes nemt, tilbyder større svejser appel. De anvendes typisk i generelle fabrikationsapplikationer, hvor mekaniske egenskaber til kritiske svejsninger ikke er påkrævet.
grundlæggende. Grundlæggende elektroder tilbyder en bue med medium penetration og fremragende mekaniske egenskaber. Belægningen er jernpulver med lavt brint, TiO2, CaCO3 og CaF2 (calciumfluorid). Belægningen er af medium tykkelse, og tilsætningen af jernpulver øger aflejringen. Det fryser relativt hurtigt for at muliggøre flad, vandret, lodret op og overliggende svejsning. Grundlæggende elektroder som E7018 bruges til kritiske svejsninger i strukturel stålkonstruktion, broer, skibe og offshore olie-og gasapplikationer, hvor mekaniske egenskaber er vigtige.
figur 4 er en oversigt over elektroder, egenskaber og sammensætning.
indtil videre er elektroder blevet henvist til ved deres AV-klassificering, en bogstav-talkombination, der formidler vigtig information og er trykt på siden af elektroden (se figur 5). Tager E7018 som et eksempel:
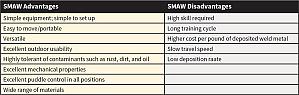
figur 2
SMA er muligvis ikke den mest produktive svejseproces, men den er ekstremt alsidig, idet den kan påføres næsten hvor som helst og kan levere en solid samling.
70 = Minimum styrke, i dette tilfælde en
trækstyrke større end 70.000 PSI
1 = svejseegenskaber i alle positioner
8 = egenskaber noteret i Fig. 2,
især at den kører på AC eller DC+ strøm
H4 = Diffusibelt brintniveau
R = maksimalt 0,4 procent fugt
efter vægt efter eksponering
Elektrodefarve er for det meste kosmetisk og skyldes ofte iltninger, der bliver en del af slaggesystemet. Vælg ikke en elektrode efter dens farve; Bekræft klassificeringen og / eller elektrodenavnet ved at se på udskrivningen på belægningen. For de nysgerrige betyder farverne følgende:

figur 3
Celluloseelektroder producerer et tyndt, let aftageligt slaggelag (operatøren børstede bare sin handske over denne perle) og karakteristiske perle krusninger.
grøn = kromfilter
hvid = titaniumfilter
blå = koboltfilter
Tan = sinkferrit og jernfilter
Bliv centreret
belægningens tykkelse på en elektrode kan variere fra tynd (E6010) til tyk (E7024) afhængigt af om belægningen er designet til at producere et hurtigt frysende slaggesystem eller bidrage med fyldstof og legeringselementer. Uanset tykkelse har en kvalitetselektrode en koncentrisk belægning (se figur 6). Ellers kan buen vandre til den ene side. Under svejsning hjælper et belægningskrater med at koncentrere og lede buekraft og smeltet metal. Når belægningen ikke er koncentrisk til kernetråden, brænder elektroden ujævnt og efterlader et fremspring på den side, hvor belægningen er den tungeste. Denne tilstand kaldes ofte fingernegling. Symptomerne inkluderer dårlig bueretning, inkonsekvente svejseperler, dårlig afskærmning og manglende penetration.
brydning med fugt
i dag ser operatører e7018-elektroder med en H4R-betegnelse trykt på belægningen, hvilket indikerer, at det kan bruges op til ni timer efter at være fjernet fra den hermetisk lukkede emballage og stadig deponere svejsemetal med mindre end 4 ml diffusibelt brint pr.100 gram deponeret svejsemetal og har en fugtabsorption på mindre end 0,4 procent i belægningen efter eksponering. Når du bruger dem over et otte timers skift, behøver du ikke være bekymret for, at disse H4R-elektroder (se figur 7) har absorberet overskydende atmosfærisk fugt, hvilket kan fremme brintkrakning og minimere behovet for en opvarmet stangcaddy.
når det er sagt, kræver alle elektroder korrekt opbevaring og rekonditionering. Den primære synder af dårlig elektrodeydelse er fugt. For meget fugt i en e7018 elektrode kan føre til brint revner. Enhver åben beholder skal opbevares ved 225 til 300 grader F. Om nødvendigt kan elektroder med lavt brint istandsættes ved at bage i en stangovn i en time ved 700 grader F. opbevar altid elektroder med lavt brint separat, og opbevar dem ikke i den samme stangovn med andre elektroder.
med celluloseelektroder, der har 4 til 6 procent fugt i deres belægning (sammenlignet med 0,4 procent i en E7018 H4R), kan for lidt fugt forhindre belægningen i at producere tilstrækkelig beskyttelsesgas og resultere i dårlig ydeevne. Opbevares i en lufttæt beholder 10 og 11 ved stuetemperatur. Rutilelektroder (eks.12, eks. 13, eks. 14 og eks. 24) skal opbevares ved 100 til 150 grader F.
Hvis du har mistanke om, at elektroderne er gamle, skal du kassere dem bedst og købe friske. Mens mindre pakker koster mere pr.
strømkilder til SMA
gennemgang af alle krav til valg af SMA-strømkilder ved forskellige applikationer skal være genstand for en separat artikel, især når man overvejer motordrevne svejsemaskiner. Da det nuværende fokus imidlertid er på elektrodesammensætning, skal forbindelsen mellem elektroder og de kontroller, der ofte findes på mange populære inverterbaserede strømkilder, bemærkes. Nogle af disse kontroller inkluderer valg af elektrode, justerbar varm start og justerbar buekraft.
elektrodevalgskontroller giver dig mulighed for med et enkelt tryk på en knap eller drejeknap automatisk at optimere maskinens volt / amp-kurve og bueegenskaber for specifikke elektroder (se figur 8). Almindelige valg inkluderer dem, der skelner mellem basale, rutileog celluloseelektroder. Tidligere var du nødt til at vælge en bestemt maskine og justere forskellige fine og grove kontroller for at opnå den ønskede ydelse og egenskaber.
figur 4
på grund af dets evne til at fungere godt i lodret op-og overliggende svejseapplikationer er elektroder med lavt brint de mest anvendte forbrugsstoffer, når det kommer til SMA.
Hot start øger strømmen ud over den indstillede værdi i et par millisekunder for at hjælpe med at etablere buen. Da e6010-og E6013-elektroder let lyser, har de ikke brug for meget hjælp; e7018-elektroder drager fordel af en varm start.
Arc force control øger strømstyrken, når spændingen falder under en bestemt tærskel, hvilket gør det muligt at skubbe elektroden ind i leddet uden at elektroden klæber fast. På grund af deres drivbue behøver e6010 elektroder ikke meget ekstra kontrolintervention. E7018-elektroder kan dog drage fordel af højere buekraftværdier. Når du eksperimenterer, skal du starte med lave eller neutrale værdier og gradvist øge mængden med 5 eller 10 procentpoint.
Bemærk, at celluloseelektroder kræver mere spænding end andre elektroder. Yderligere, hvis du bruger det, der kaldes en “pisk og pause”-teknik til svejsning lodret op, ændres buelængden, og svejsestrømkilden skal holde lysbuen etableret. På grund af dette deler strømkilder, der er gode til at køre e6010-elektroder, to egenskaber. For det første har de en høj åben kredsløbsspænding (OCV), som er spænding ved elektroden, før lysbuen rammes (der trækkes ingen strøm). En hyppig analogi er, at OCV-og husk, at spænding giver elektrisk tryk-er som en haveslange med vandet tændt og inden dysen åbnes. En strømkilde, der giver god elektrisk tryk sikrer bedre bue starter.
for det andet har gode strømkilder til E6010 en stor induktor. En induktor modstår ændring i elektrisk strøm, der passerer gennem den. De siges at” holde strøm “eller fungere som en” strømreserve ” for at holde buen etableret, når du manipulerer elektroden. Konventionelle strømkilder og svejsegeneratorer bruger stor magnetik, såsom kobbertråd viklet rundt om en ferritkerne. Inverterbaserede strømkilder bruger elektronik og meget mindre magnetik for at minimere den samlede vægt.
driftsprincipper
når du lærer SMA, uanset elektrodetype eller strømkilde, skal du huske, at resultaterne styres ved at styre fem variabler:
- nuværende. Dette er indstillet på strømkildestyringen.
- Kørselsvinkel. Ved svejsning i de flade og vandrette positioner skal du trække elektroden i en vinkel på 5 til 10 grader. Ved svejsning lodret op eller overhead skal du skubbe elektroden i en vinkel på 5 til 10 grader.
- bue længde. Generelt er dette ikke mere end elektrodediameteren og oftere 1/16 til 3/32 in. lang. For eksempel se figur 9. Husk, at spændingen er proportional med afstanden. Skub elektroden tættere for at afkøle vandpytten og hold en længere bue for at øge varmen.
- kørehastighed. Juster rejse til at styre Pyt bredde. Det skal være omkring 1,5 gange til ikke mere end 2 gange elektrodediameteren.
- Manipulation. Spørg 10 operatører om deres manipulationsteknik, og du vil modtage 10 forskellige svar. Yderligere, teknikker varierer efter elektrodetype; strømstyrke; position; fælles konfiguration; og om svejsningen er en rod, fyld, eller cap pass. Start med at lære at bruge en lige træk teknik på flad plade eller måske ved at tilføje en stram cirkulær bevægelse.
grundlæggende begyndelse
for at slå en bue med en hvilken som helst elektrode skal du trykke på elektroden, hvor arbejdet skal begynde, og derefter tilføje en let løft-og ridsebevægelse for at etablere korrekt buelængde og forhindre elektroden i at klæbe fast. For celluloseelektroder og rutilelektroder kan du bevæge dig fremad efter etablering af buen. Imidlertid, elektroder med lavt brint beskytter muligvis ikke svejsningen tilstrækkeligt under buestart på grund af belægningssammensætningen. Med disse elektroder involverer den korrekte startteknik at slå buen omkring 3/16 in. (en eller to elektrodediametre) foran hvor svejsningen skal begynde. Efter etablering af buelængde skal du flytte elektroden tilbage for at binde den nye svejsning ind med den forrige (eller for at smelte bagkanten af leddet, når du foretager den indledende svejsning). Gå derefter fremad, så den fuldt etablerede lysbue svejses over stedet for buestrejken og forbruger den.
Hvis du først lærer SMA, kan du vælge en brugervenlig rutilelektrode. Enhver, der planlægger at svejse professionelt eller kritiske strukturer (og det inkluderer landbrugsredskaber), bør dog lære med de elektroder, der bruges til disse applikationer, og det betyder at mestre basale og celluloseelektroder.