Cp og Cpk betragtes som kortsigtede potentielle kapacitetsmål for en proces. I seks Sigma ønsker vi at beskrive processer kvalitet i form af sigma, fordi det giver os en nem måde at tale om, hvordan dygtige forskellige processer bruger en fælles matematisk ramme. Med andre ord giver det os mulighed for at sammenligne apple-processer med orange processer!
- Process Capability
- før vi begynder!
- Hvad er forskellen mellem CP, Cpk og Pp, PPk?
- Cpk vs Ppk
- hvis en proces er i statistisk kontrol;
- hvis en proces ikke er i statistisk kontrol;
- Hvad er forskellen mellem CP og Cpk?
- Cp vs Cpk
- optagelsen ved en Målanalogi
- Hvad er Cpk?
- parkering af en bil i Garageanalogien
- Sådan beregnes Cpk
- Hvorfor deler vi med 3 for at finde Cpk?
- beregning af Cpk ved hjælp af en å-værdi
- noter og egenskaber ved Cpk
- Cpk og centrerede processer
- noter om Cpk
- Hvad er gode værdier for Cpk?
- Sådan beregnes Cp
- Cp for proces betyder tæt på USL
- Cp for Procesgennemsnit tæt på LSL
- Kapacitetsindeks
- noter om Cp-værdier
- Kapacitetsforhold Cr
- noter om relateret Cp og Cpk
- proces kapacitet videoer
- Cpk videoer
- foredrag om proceskapacitet og SPC
- spørgsmål om seks Sigma Black Belt certification process capability:
- seks Sigma grønne bælte certificering proces kapacitet spørgsmål:
- CP, Cpk, Pp, Ppk praksis spørgsmål og diagrammer
- bidragydere
Process Capability
dette er en lang artikel, men jeg troede, det var vigtigt at holde Cp og Cpk sammen. Cpk behandles først, derefter Cp. Der er også krybbe noter om, hvad ligningerne betyder i en reel præstationsfornemmelse, hvad du skal kunne fortælle om en proces afhængigt af CP-og Cpk-værdier og mere. Hvis du ikke finder det, du leder efter, så lad mig det vide i noterne nedenfor.
før vi begynder!
denne artikel blev skrevet for at hjælpe seks Sigma Green Belt og Black Belt kandidater forberede og bestå deres eksamener.
Hvis det er dig, skal du give mig en kommentar nedenfor eller kontakte mig og fortælle mig, hvilken organisation og bælte du studerer for. Dette vil hjælpe mig med at gøre artiklen endnu bedre for dig.
Hvis du studerer for noget andet, bedes du skrive en kommentar eller kontakte mig og lad mig vide, hvad du studerer for. Igen vil dette hjælpe mig med at gøre artiklen bedre for dig og alle andre. Tak, Ted.
Hvad er forskellen mellem CP, Cpk og Pp, PPk?
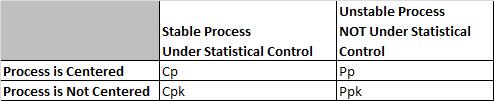
Cp og Cpk kaldes proceskapacitet. Pp og Ppk kaldes procesydelse. I begge tilfælde vil vi forsøge at kontrollere, om processen kan mødes for at imødekomme kundens CTK ‘ er (krav).
Cp, og Cpk bruges til proces kapacitet. Generelt bruger du dette, når en proces er under statistisk kontrol. Dette sker ofte med en moden proces, der har eksisteret i et stykke tid. Proceskapacitet bruger process sigma-værdien bestemt ud fra enten bevægelses -, rækkevidde-eller Sigma-kontrolkort
Pp og PPk bruges til procesydelse. Generelt bruger du dette, når en proces er for ny til at afgøre, om den er under statistisk kontrol. Tidligere. der er en kort forproduktionskørsel, eller du styrer en ny proces. Fordi der ikke er mange Historiske data, tager vi store prøver fra processen for at tage højde for variation. Proces ydeevne bruger generelt prøve sigma i sin beregning.
i teorien vil Cpk altid være større end eller lig med Ppk. Der ses uregelmæssigheder, når stikprøvestørrelsen er lille, og dataene repræsenterer en kort tid, hvor estimering ved hjælp af R vil overvurdere standardafvigelsen og gøre Cpk mindre end Ppk. Det er ikke rigtigt, der kan aldrig være mindre variation på lang sigt, da det på lang sigt bruger alle dataene, ikke kun to stykker data fra hver undergruppe.
evaluering af proceskapacitet med Cp & Cpk spejl hvad er gjort (og hvorfor det er gjort), når du følger Pp & Ppk tilgang. Den største forskel er, at du bruger Cp & Cpk, efter at en proces har nået stabilitet eller statistisk kontrol.
Cpk vs Ppk
Ppk fortæller os, hvordan en proces har udført i fortiden, og du kan ikke bruge den til at forudsige fremtiden, fordi processen ikke er i en tilstand af kontrol.
hvis en proces er i statistisk kontrol;
værdierne for Cpk og Ppk konvergerer til næsten den samme værdi, fordi sigma og prøvestandardafvigelsen vil være identiske (brug en F-test til at bestemme).
med andre ord, hvis Cpk = = Ppk, er processen sandsynligvis i statistisk kontrol.
hvis en proces ikke er i statistisk kontrol;
Cpk-og Ppk-værdier vil være tydeligt forskellige, måske med en meget bred margin.
Hvad er forskellen mellem CP og Cpk?
Cp vs Cpk
Cp og Cpk måler, hvor konsekvent du er omkring din gennemsnitlige ydelse.
‘k’ står for ‘ centraliserende faktor.’Indekset tager højde for det faktum, at dine data måske ikke er centreret.
Cpk fortæller os, hvad en proces er i stand til at gøre i fremtiden, forudsat at den forbliver i en tilstand af statistisk kontrol.
optagelsen ved en Målanalogi
i et perfekt centreret datasæt vil der ikke være nogen forskel mellem Cp og Cpk. Tænk på at kaste dart på et dartbræt og have midten af tyrens øje være 0,0 på et kartesisk plan, og kanterne er ude 3 enheder fra det midterste punkt (vi vil bruge kanten af dartbrættet eller 3 og -3 som vores USL og LSL). I en perfekt centreret prøve af dart, din gennemsnitlige afstand fra centrum, eller Mu, vil være 0. En lille algebra vil vise os, at dine Cpk-og Cp-numre kommer ud det samme. Min ((0–3)/3s , (3-0)/3s) = (3 – -3) / 6s = 1s .
ting bliver lidt harrier, når dartene bevæger sig op, siger at være centreret i gennemsnit 2 enheder over midten. Nu ender du med en Cpk på (3-2)/3s = 1/3s, men din Cp er stadig den samme 1s som før. Det er vigtigt at bemærke, at fordi Cpk bruger minimumsfunktionen, vil den altid være lig med eller mindre end Cp for det samme datasæt.
Hvad er Cpk?
parkering af en bil i Garageanalogien
Hvis du tænker på væggene i din garage – hvor du skal passe din bil ind – bliver de kundespecifikationsgrænserne. Hvis du går forbi disse grænser, vil du gå ned, og kunden vil ikke være glad!
Hvis din proces har meget variation, betyder det, at procesgennemsnittet er overalt. Ikke godt for parkering en bil, og ikke godt for nogen anden proces. For at give din parkeringsproces den bedste chance for succes skal du arbejde på at reducere variation og centrering.
hvis bilen er for bred til garagen, hjælper intet du gør for at centrere processen. Du skal ændre spredningen af processen (gøre bilen mindre.)
hvis bilen er meget mindre end garagen, betyder det ikke noget, om du parkerer den nøjagtigt i midten; den passer, og du har masser af plads på begge sider. Det er en af grundene til, at den seks sigma-filosofi fokuserer på at fjerne variation i en proces.
Hvis du har en proces, der er i kontrol og med lidt variation, skal du være i stand til at parkere bilen let i garagen og dermed imødekomme kundernes krav. Cpk fortæller dig forholdet mellem bilens størrelse, størrelsen på garagen og hvor langt væk fra midten af garagen du parkerede bilen.”
Sådan beregnes Cpk
Cpk er et mål for at vise, hvor mange standardafvigelser specifikationsgrænserne er fra midten af processen. På nogle processer kan du gøre dette visuelt. Andre kræver en ligning.
for at finde Cpk skal du beregne en å-score for den øvre specifikationsgrænse (kaldet å USL) og en å-score for den nedre specifikationsgrænse (kaldet å LSL).
da vi forsøger at måle, hvor mange standardafvigelser der passer mellem midterlinjen og specifikationsgrænsen, bør du ikke blive overrasket over, at værdien af disse grænser, procesgennemsnittet og standardafvigelsen alle er komponenter i beregningen.
Cp er en forkortelse. Der er virkelig to dele; den øverste og den nederste betegnet Cpu og Cpl henholdsvis. Deres ligninger er:
Cpl = (Process Mean-LSL) / (3 * standardafvigelse)
Cpu = (USL – Process Mean)/(3*standardafvigelse)
Cpk er kun den mindste værdi af Cpl eller Cpu betegnet: Cpk= Min (Cpl, Cpu)
Hvorfor deler vi med 3 for at finde Cpk?
Vi ved, at enhver specifikationsgrænse har en øvre grænse og en nedre grænse. Fordi du ved, at 6 sigmas – eller 6 standardafvigelser tegner sig for næsten alle eventualiteter på en proces (forudsat normalfordeling), bør du ikke blive overrasket over at se “/ 3”, fordi vi kun ser på den ene side af fordelingen.
beregning af Cpk ved hjælp af en å-værdi
Hvis du har en å-værdi, er ligningen meget let;
Cpk kan bestemmes ved at dividere å-score med tre.
en å-score er den samme som en standard score; antallet af standardafvigelser over gennemsnittet.

å = s – gennemsnit af populationen / standardafvigelse.
noter og egenskaber ved Cpk
Cpk og centrerede processer
hvis en proces er perfekt centreret, har den en Cp på 1. Det tyder på, at gennemsnittet var 3 standardafvigelser væk fra den øvre grænse og den nedre grænse.
en perfekt centreret proces – en proces, der har et middel nøjagtigt mellem 2 specifikationsgrænserne (hvilket betyder halvvejs mellem de to vil have en Cpk på 1. Hvordan er det muligt? Lad os tjekke matematikken.
hvis en proces er perfekt centreret, så ved vi, at (USL – Process mean) er lig med det samme som (Process Mean – LSL). Lad os kalde det A.
USL = USL – proces middel / standardafvigelse. LSL = Procesgennemsnit-LSL / standardafvigelse bliver derefter til LSL = a / standardafvigelse.
præcis det samme.
noter om Cpk
- Cpk måler, hvor tæt en proces klarer sig sammenlignet med dens specifikationsgrænser og tegner sig for processens naturlige variation.
- større er bedre. Jo større Cpk er, desto mindre sandsynligt er det, at ethvert element vil være uden for specifikationsgrænserne.
- når Cpk er negativ, betyder det, at en proces vil producere output, der ligger uden for kundespecifikationsgrænserne.
- når gennemsnittet af processen er uden for kundespecifikationsgrænserne, vil værdien af Cpk være negativ
- Vi ønsker generelt en Cpk på mindst 1,33 eller højere for at tilfredsstille de fleste kunder.
- Cpk kan have en øvre og nedre værdi rapporteret.
- hvis den øverste værdi er 2 og den nederste er 1, siger vi, at den er flyttet til venstre.
- dette fortæller os intet om, om processen er stabil eller ej.
- Vi skal rapportere den nederste af de 2 værdier.

Hvad er gode værdier for Cpk?
husk parkeringspladsen i garagen analogi?
Cpk = negativt tal: din proces vil regelmæssigt kollidere bilen ind i væggen.
Cpk =0.5: du har en god chance for at ramme væggen ved indgangen.
Cpk =1: din bil kan bare røre den nærmeste kant af posten.
Cpk =2: Fantastisk! Du har stor tilladelse. Du kan fordoble bredden på din bil, før du rammer siden af garagen.
Cpk =3: Fremragende! Du har fremragende clearance. Du kan tredoble bredden af din bil, før du rammer siden af garagen.
Sådan beregnes Cp
ligesom du bruger Cp &Cpk når en proces er stabil og Pp & Ppk når en proces er ny, er måden du beregner hver også lidt anderledes.
lad os revidere Pp
Pp = (USL – LSL)/6* s
i Pp er s standardafvigelsen eller ‘fedthed’ eller spredning af klokkekurven.
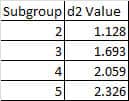
i Cp erstatter vi s med og estimerer af kr.vi kalder kr. For at gøre det udnytter vi konceptet med at flytte rækkevidde fra et bevægeligt r-søjlediagram eller et HMR-diagram. Så, kurtr =
R Bar kommer fra det bevægelige område.
D2 afspejler værdier afledt af integrering af området under den normale kurve. Vi bruger ofte en tabel, der giver en D2-værdi baseret på hvor mange undergrupper der var i prøven.
Cp tager ikke højde for centrering.
Cp = (USL – LSL) /(6* LR)
Cp = (USL – LSL) / (6* R Bar/d2)
Cp for proces betyder tæt på USL
Hvis din proces betyder (central tendens) er tættere på USL, skal du bruge:/, hvor H(bar) er Procesgennemsnittet.
Cp for Procesgennemsnit tæt på LSL
Hvis din Procesgennemsnit (central tendens) er tættere på LSL, skal du bruge:/, hvor H(bar) er Procesgennemsnittet.
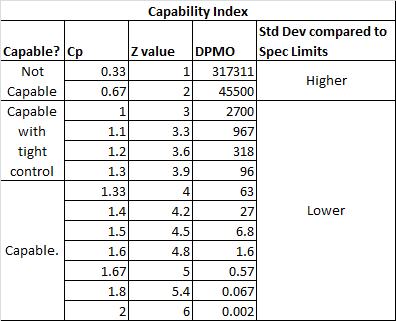
Kapacitetsindeks
hvordan relaterer Cp, å-værdier, DPMO , specifikationsgrænser, standardafvigelse og kapacitet alle sammen?
se også værdier og proceskapacitet.
noter om Cp-værdier
- hvis forholdet er større end en, så er ingeniørtolerancen større end processpredningen, så processen har “potentialet” til at være i stand (afhængigt af procescentrering).
- hvis Processpredningen imidlertid er større end Ingeniørtolerancen, vil procesvariationen ikke “passe” inden for tolerancen, og processen vil ikke være i stand (selvom processen er centreret korrekt).
Kapacitetsforhold Cr
kapacitetsrationen er den inverse af Cp
Cr = 1 / cp = ( 6* LR)/(USL – LSL)
Hvis Cr < 0.75, er processen i stand.
Hvis Cr = 0,75-1,00, er processen i stand til tæt kontrol.
Hvis Cr> 1, er processen ikke i stand.
noter om relateret Cp og Cpk
- hvis Cp == Cpk, så er processen perfekt centreret. Hvis perfekt centreret, Cp = = Cpk.
- fordi Cpk tegner sig for centrering (hvor Cp ikke gør det), kan Cpk aldrig være større end Cp.
- begge antager en stabil proces.
proces kapacitet videoer
Cpk videoer
stor, klar, kortfattet video om dette emne.
” Hvis du producerede en Cpk svarende til 1, end du kunne forvente at producere mindst 99,73% gode dele.”
foredrag om proceskapacitet og SPC
spørgsmål om seks Sigma Black Belt certification process capability:
spørgsmål: data, der bruges i den indledende opsætning af en proces, antages at have en normal fordeling. Hvis det nominelle (mål) er indstillet i midten af distributionen, og specifikationsgrænserne er indstillet til kr 3s fra midten, er Cpk lig med:
dette afsnit kræver, at du er en bestå din seks Sigma eksamen medlem. Log ind eller Tilmeld dig på få sekunder med knapperne nedenfor!
Log ind på din konto
eller
Tilmeld dig bestå din seks Sigma eksamen
spørgsmål, kommentarer, problemer, bekymringer? Efterlad en note i kommentarerne nedenfor!
(a) -0.25
(B) 1.00
(C) 1.33
(D) 1.67
dette afsnit kræver, at du er logget ind.
seks Sigma grønne bælte certificering proces kapacitet spørgsmål:
spørgsmål: Ved beregning af Cp-indekset, hvad repræsenterer standardafvigelsen i formlen Cp = (USL – LSL) / 6 liter?
dette afsnit kræver, at du er en bestå din seks Sigma eksamen medlem. Log ind eller Tilmeld dig på få sekunder med knapperne nedenfor!
Log ind på din konto
eller
Tilmeld dig bestå din seks Sigma eksamen
spørgsmål, kommentarer, problemer, bekymringer? Efterlad en note i kommentarerne nedenfor!
(a) toleranceintervallet
(B) konfidensintervallet for resultatet
(C) procesintervallet
(D) variansen af indekset
dette afsnit kræver, at du er logget ind.
CP, Cpk, Pp, Ppk praksis spørgsmål og diagrammer

praksis gør perfekt! Gratis CP, Cpk, Pp, Ppk praksis spørgsmål.
bidragydere
-

jeg oprindeligt oprettet SixSigmaStudyGuide.com for at hjælpe mig med at forberede mig til mine egne sorte bælteeksamener. Overarbejde jeg har vokset siden til at hjælpe titusinder af seks sigma belt kandidater forberede deres grønne bælte & Black Belt eksamener. Gå her for at lære at bestå din seks sigma eksamen 1. gang igennem!
se alle indlæg